边滑式互感器绕线机使用说明

边滑式互感器绕线机使用说明
相关文章

协普发布层绕式高压包全自动层间绝缘绕线机
苏州协普电子机械设备有限公司成功发布层绕式高压包全自动层间绝缘绕线机SP-D102M7机型——此机型极大的提高了层绕式高压包线圈绕制效率、线圈一致性。协普绕线机降低了层绕式高压包的绕制成本,在新机型中加入了结构紧凑的绝缘绝带自动切断机构,及多个骨架串绕后的动平衡性能等优质方案。
有骨架自粘线圈的精密绕制
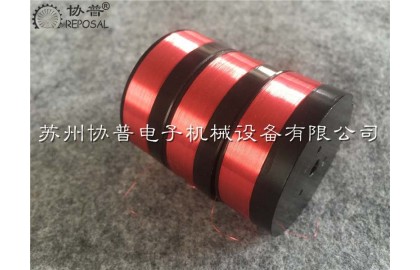
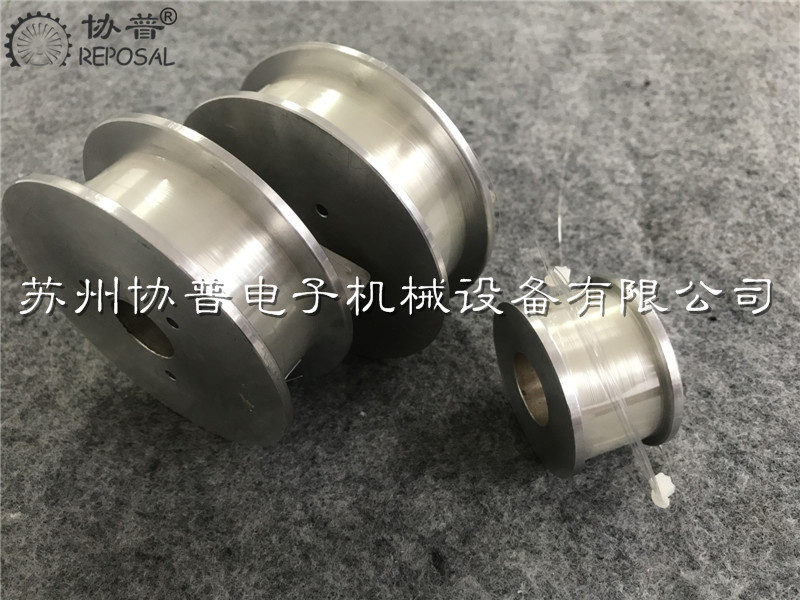
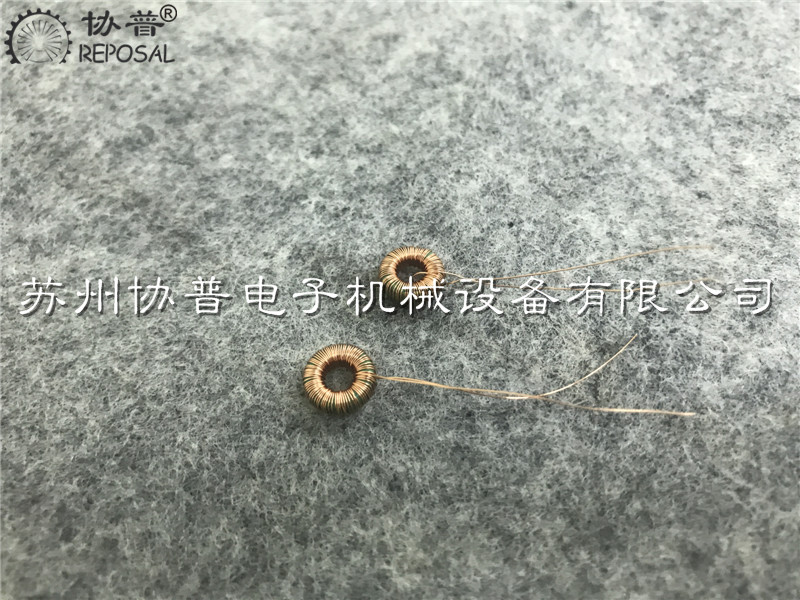
如下图所示,为一医疗行业用传感器线圈,骨架为铝制,漆包线直径0.1mm,客户要求排列整齐无绕制缺陷,本公司经过细致评估客户的具体要求,因为考虑到绕制过程及绕制完成后的结构维持,采用了自粘漆包线工艺,同时在自粘线圈绕线机上做了进一步优化,项目顺利完成,同时在此过程中,总结出一些经验分享于众.
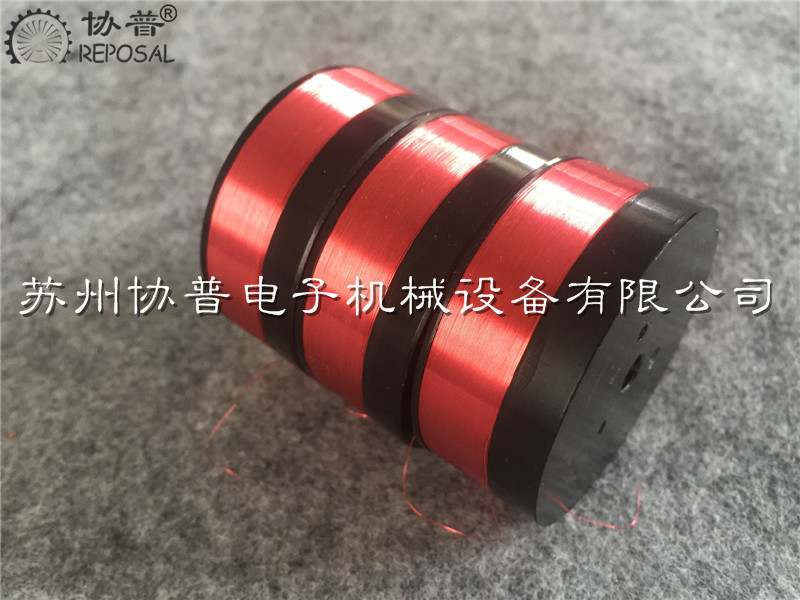
近年来,自粘线圈由于自粘支撑,后期无需浸漆,便于实现工业化,已被广泛应用在精密仪表的偏转线圈、微型电机中的组合线圈、传感器的微型线圈中。
自粘性漆包线由于优良的耐热性, 绝缘性、粘合持久性、易成型、绕制工艺简单等优 点越来越成为线圈绕制过程中采用的主要线型。自粘线圈成型后要求线圈直流电阻一致性好、电感性能稳定、排线整齐无散乱、表面平整无缝隙,外型美观。


互感器绕线机

光纤陀螺绕线机-协普®绕线机
光纤陀螺仪相对于机械式陀螺仪,因无运动部件且耐冲击、灵敏度高、寿命长,所以光纤陀螺仪在高精高速定位场景得到广泛应用,将逐渐取代机电陀螺仪..
光纤陀螺仪的基本组成部分一是由光路二是电路,而光纤则是陀螺仪的核心部件,制备高精度的光纤线圈的光纤绕线机亦成为陀螺仪的关键点.
但由于其相关技术受到封锁,光纤陀螺绕线机一直是难以逾越的一项关键技术。协普电子机械设备有限公司应市场需求,积极研发光纤陀螺绕线机。
我们通过持续钻研、改进,在光纤陀螺绕制过程自动化,对各类光纤线圈的绕制方法的对比与分析,得到光纤绕制过程中张力控制与排线精度是影响绕制光纤线圈结构成型的关键因素.
通过优化前述张力控制因素与排线精度算法,合理张力的有效平稳控制,高精密排线控制的有效、可靠,过程全参数记忆,操控便利性,研制出新一代光纤绕线机,并投入生产.
随着研发成果的实际应用,我们将持续完善,生产高可靠性与高效率的光纤陀螺绕线机。

协普成功开发精密柔性罗氏线圈绕线机
精密柔性罗氏线圈绕线机是一种用于精密柔性罗氏线圈绕制的专用设备。协普以实际项目为背景,通过对对柔性罗氏线圈绕制工艺的分解掌握,成功开发出高精密柔性罗氏线圈绕线机.
罗氏线圈绕线机并不属于通用数控设备的行列,而是一种专用的非标设备。对于此 类设备而言,主要体现在一个专用,既然专用就说明市场需求不大,但又不可或缺。对 于设备制造商而言开发此类专用设备并不被青睐,成本控制难度很大。
加之目前国内生产柔性罗氏线圈的厂家相对于设备的需求有限,同时要想控制好螺距精度与排列整齐度,设备的研发成本相对较高,市场风险较大,同时对于设备用户而言,其相应的配套设备仪器都是一笔很大的投入。


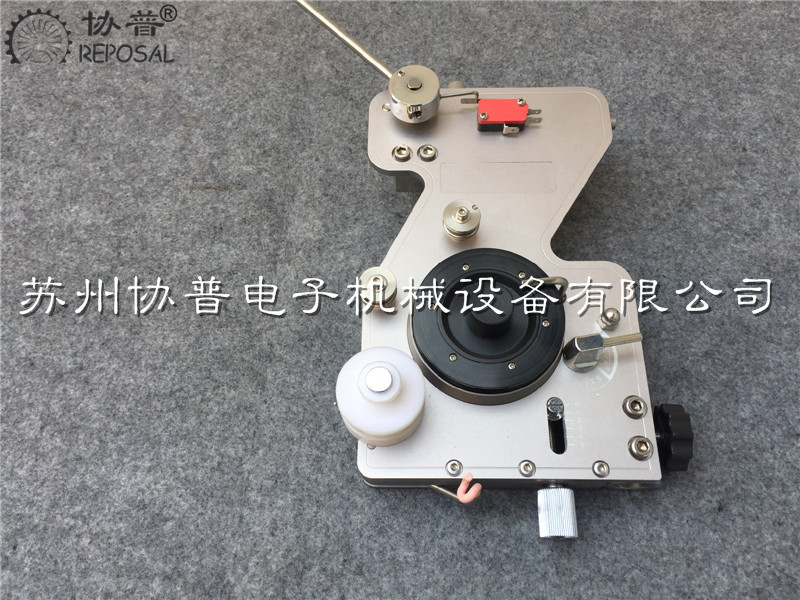
机械张力器使用说明
我们现在来了解一下张力器,一个穿线的过程。首先漆包线线过经张力器底部的陶瓷圈,然后再经过其上方的羊毛毡,羊毛毡的夹紧的程度可以调节,其方式是通过张力器的另外一侧的旋钮,
然后再穿过防跳线器,再在张力器上的阻尼轮上面过一圈,然后再次经过一个防跳线器,然后再穿过钓鱼杆上面的导轮,这就是穿线的过程。
然后我们要怎么样调节到一个比较合适的张力?
我们现在看一下第一个,这个手柄是一个张力开关,这个张力开关打到往上方的时候,这个阻尼轮就不起作用,转动它的时候变的很轻。这个张力开关打在下方的时候,张力器开始起作用.
如果我们要调大张力的话,我们就调节张力器底部下方这个旋钮,这个位置有个刻度。通个这个调节张力器上的阻尼轮的阻尼大小.
然后这个位置的手柄是用来调节反张力的,就是钓鱼杆往后面回弹的力量,我们调节的总体原则是在绕线的过程当中,钓鱼竿在阻尼轮的相互作用下,即不会无力往下垂,也不会力量过大而只有很好的摆幅要求在有一个比较大的摆动的范围,这样的话它就可以缓冲,同时起到一个将漆包线张紧的作用。

绕线机之电磁线圈精密绕线机
绕线机,人们说起的时候,通常是指以漆包线为材料加工成线圈的机器.印象中,这应该是一种非常简单的机器甚至是有有些人的印像中应该归纳为一种简易的电动工具.但是事实上,这是一个种类非常多,涵盖面非常广,技术特征林样复杂的行业.
从加工的产品分,比如加工高频变压器线圈的单轴CNC绕线机,就是绕线轴转动,排线轴按设定的节距相应移动,这是相对简单的一种绕线机.电磁线圈,比如普通继电器,它的特点是漆包线的线径小,匝数比较大,所以绕线机主轴的旋转时间长,普通的电磁线圈对排线精度没有太高要求,所以对机器的主要要求就是转速高,张力稳定即可.
再就是精密电磁线圈,同样是电磁线圈,但是这种线圈因为有耐温的要求,响应速度的要求,线包体积的要求,产品一致性的要求,所以,要求绕线机在绕线时,每一根线都是排列的整齐有序,那么要达到这种精度,就对绕线过程中的所有工艺因素有严格的要求.
有绕线机绕线主轴的旋转精度.绕线机控制器的控制精度,排线丝杆的重复定位精度,漆包线的圆度,漆包线的直径一致性,工装装在绕线机主轴后的旋转精度,漆包线的张力控制,绕线时排线的空腔两端的平行度,尺寸精度,还包括排线时的空腔的结构设计,以及绕线完成后脱膜设计.等每一个因素,都会对绕制精度成功与否直接相关.
举其中一个因素对排线精度的影响,即排线时空腔两端的尺寸精度,包括平行度,先假设其它的工艺因素都得到了严格的控制,而这个排线空腔的两端平行度不好,那就会引起实际各处宽度的不一致,假设1.0mm的直径要排列100根,有的面只能排列99根,那排100根则溢出,有的地方能排进101根,排100根则坍塌,即使没有1根线的误差那么大,但是这种误差是可以逐层累计的,所以,其排线空腔的两端平行度要求之高应该可以理解了.
那为了解决这一个问题,就演变出了两种工艺,一种是有骨架精密线圈,一种为无骨架精密线圈.