电磁阀绕线机|电磁阀线圈精密绕线机|精密绕线机
电磁阀绕线机|电磁阀线圈精密绕线机:
对于精密电磁线圈,通常圈数多,要求排列整齐,而工艺设计也分为有骨架和无骨架两种.
对于无骨架线圈来讲,要求用钢制模具成型,相对而言,钢制绕线模具精度比较好控制.
在现有的电磁阀绕线机加工工艺下,钢制绕线模具两侧的尺寸做到0.01mm并不难,两侧的平行度做到0.01
mm同样不难.但是无骨架线模模钢制绕线模具的话,会产生两个新的问题,一是成型,绕完成
之后最终取出后是没有骨架的,要使线圈不散乱,必要要使用醇熔线,或是热熔线,这两种材料
相比普通的线材增加了不小的成本.第二个问题是脱模,要将一个比较厚的,绕制圈数比较多
的线圈从一个钢制模具上脱下来是件挺费力的事情,这并不像是一个小的硬币大的线圈,而且
更何况这个绕制过程本身有醇熔或热熔的粘性材料.
于是人们也用第二种电磁阀绕线机工艺,带骨架的精密电磁线圈,同样,这并不是一条很好走的工艺路线.
骨架是注塑模具成型的,不可避免有注塑制品的一些问题,比如变形,缩水,尺寸一致性等等.
但是这种电磁阀绕线机的优点同样明显,就是脱模容易,成型容易.只是因为骨架的尺寸一致性差,对绕线机
提出了更高的要求,关键的地方在于,线材,骨架结构,骨架模具,绕线工装,绕线机,每一个环节
都会影响绕线的质量,在这种情况下,我们根据自身的优势,根据客户的需求提供了完整的服务
包括骨架设计,模具结构设计,工装设计,与绕线机.在既往的成功合作中,说明了这种方式的服务有
很大的优点.
相关文章

协普发布层绕式高压包全自动层间绝缘绕线机
苏州协普电子机械设备有限公司成功发布层绕式高压包全自动层间绝缘绕线机SP-D102M7机型——此机型极大的提高了层绕式高压包线圈绕制效率、线圈一致性。协普绕线机降低了层绕式高压包的绕制成本,在新机型中加入了结构紧凑的绝缘绝带自动切断机构,及多个骨架串绕后的动平衡性能等优质方案。

马蹄形空心杯电机线圈及绕线机
马蹄形空心杯电机线圈及绕线机
现在中国在空心杯电动机制造方面愈发关注,因为国内自动化空心杯电机产品发展和研究的时间较短,所占有的比例不高,并且中国的人口密集劳动力低廉,即使卷绕式生产即使工序多、酬劳成本巨大,还是拥有占比例极高。最近几年,中国愈发关注空心杯电机和自动绕线技术,在绕线机设备研发制造方面有了不错的进步和突破。对电机性能的产生影响的关键原因之一是电机中的转子线圈,空心杯电机中的转子没有铁芯,惯量小,功能性卓越而且适用应用的范围广。另外在对线圈绕制设备的研发中,马鞍形线圈排列规整,磁体的利用效率高。

空心杯电机与老式传统的带铁芯的电机相比,比后者的能量转换效率较明显较高,而且反应速度也会快很多,,而空心杯电机效率极高,响应速度快,性能稳定。由于空心杯电机没有滞后,额外的电磁干扰低,可以达到非常高的电机转速,而且高速运行时速度设定灵敏,因此具有相对稳定和稳定的性能。此外,空心杯电机的能量密度远大于其他电机,重量将远小于相同功率的铁芯电机。
现在按照线圈的成型方式,在空心杯电机线圈中,它的生产技术大致可分为绕卷生产技术和一次成型生产技术两种工艺路线。
两种方式相比较,第一种卷绕生产技术比较复杂,绕制线圈时效率比较低。为了提高线圈生产绕制效率,绕线机可以加入一次成型的生产工艺。根据空心杯线圈形状和绕线方式的不同,常见的空心杯绕线方式可分为平行直绕形、马鞍形绕制和斜绕形三种。第一项平行直绕形一般多用于匝数相对比较少的空心杯电机线圈绕组。而后两项是目前国外相对先进的空心杯电机厂家比较常用的两种线圈绕制工艺。


协普成功研发琴弦绕线机
协普以琴弦绕线机作为研究对象,采用模态分析法,首先在理论上探讨了小型琴弦绕线机绕线机构的振动原理及排线机构运动原理。在原理分析的基础上分别对小型铜丝绕线机构中研究辗子轴与机架之间配合工作的减振特性的ADAMS模型进行振动分析,及利用ANSYS软件对琴弦绕线机排线机构能否正常工作进行了模态分析。 通过分析分别得出琴弦绕线机绕线机构在正常工作状态下的振动特性从而优化绕线机构减振措施,同时,通过分析细铜丝与数控在数控排线机构正常工作状态下力学特性,优化应用数控排线机构于琴弦绕线机排线机构的可行性。
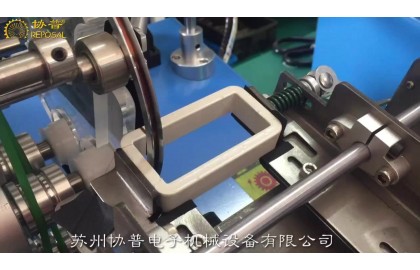
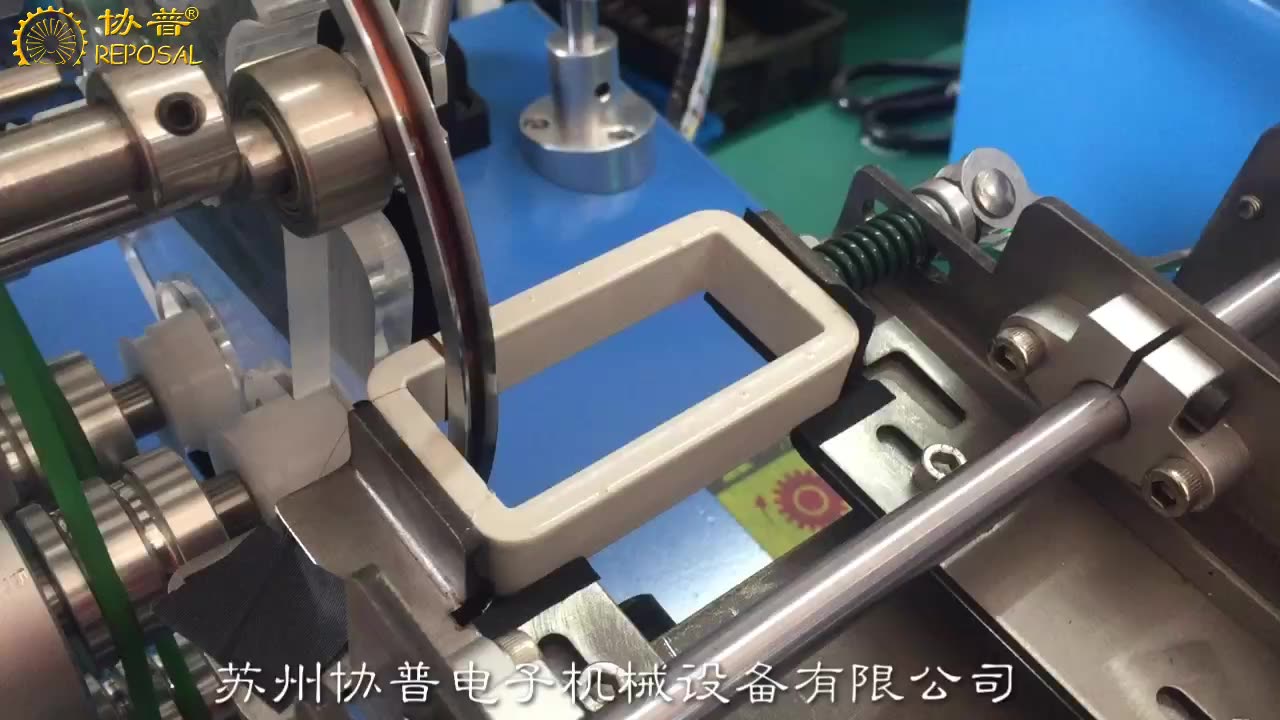
精密矩形线圈绕线机的张力控制
精密变压器线圈绕线机的张力控制
本文介绍的是设计张力控制系统的测试,尽量减小张力的变化。在模拟上进行理论的分析。仿真结果表明,漆包线由于速度的变化产生的长度变化的导致张力频繁波动。该模型的张力传感器验证了预测。成功设计的关键是消除张力的变化。我们增加一项包括高速气缸的张力系统,取代传统的羊毛毡与弹簧机构。仿真结果表明,新的原型系统几乎增加了一倍的绕线速度和承受的张力波动的能力。
关键词:张力控制,绕线机,矩形线圈,,精密绕线机.
一.引言
每年都会生产不计其数的变压器,连同电厂、变电站和电力线路,配电变压器为全国的商业及住宅提供电能。变压器制造涉及绕组线圈生产。这些线圈通常由一对铜线在匝数之间夹上的绝缘纸层制成。它们通常是圆形或长方形。
在线圈绕组上必须保持一致的张力。线圈的形状对所采用的由拉紧产生的张力产生重大影响。对于一个圆形线圈的张力不会变化显着,但矩形线圈则不同。作为一个矩形线圈,张力会随着落线点位置的不同而急剧变化。如图所示,这个速度的变化是由不断变化的线的长度导致。在圆线圈的情况下这不会有问题,因为在线圈上导线的接触点是固定的。