电热管绕线方法介绍
管道加热是工业上比较通用的加热负载,常用应用于塑料、橡胶、石油管道、供暖设备、热水炉、模具等设备中,传统的管道加热是采用电阻带或电热管进行加热,电阻式加热虽然造价比较低,但热效率低下,仅60%以下,而且比较容易坏,经常修理、更换,影响整体设备的产能,给用户带来极大不方便。随着变频电力电子的发展,可以很好地利用电磁感应涡流加热的方法来解决这个问题,电磁加热原理由于是非接触式加热,而且热效率高达95%以上,因此受很多用户的青睐。但是,电磁加热的整配备制作,涉及的知识比较广,不仅懂电工,还要懂电子,线圈的制作加热绕制方法给不少用户带来不少困难,在这里,给大家介绍一下管道电磁线圈的绕制方法,让高深的电磁管的绕线技术不再难,让人人都懂电磁感应加热应用技术,协普绕线机技术支持。
协普此款绕线机行程1.5米,采用气动快装快拆,操作方便,结构成熟稳定易维护,系统易操作,功能完备,扩展性强。
目前根据客户要求在此机器绕制长达1.5米行程的发热线圈,因设备结构化到位,绕线得到满意效果,此客户目前已计划在此基础上追加云母带缠绕功能。
电磁感应加热线圈绕线方法
一、材料的准备:
1、协普长行程1.5米专用绕线机1台
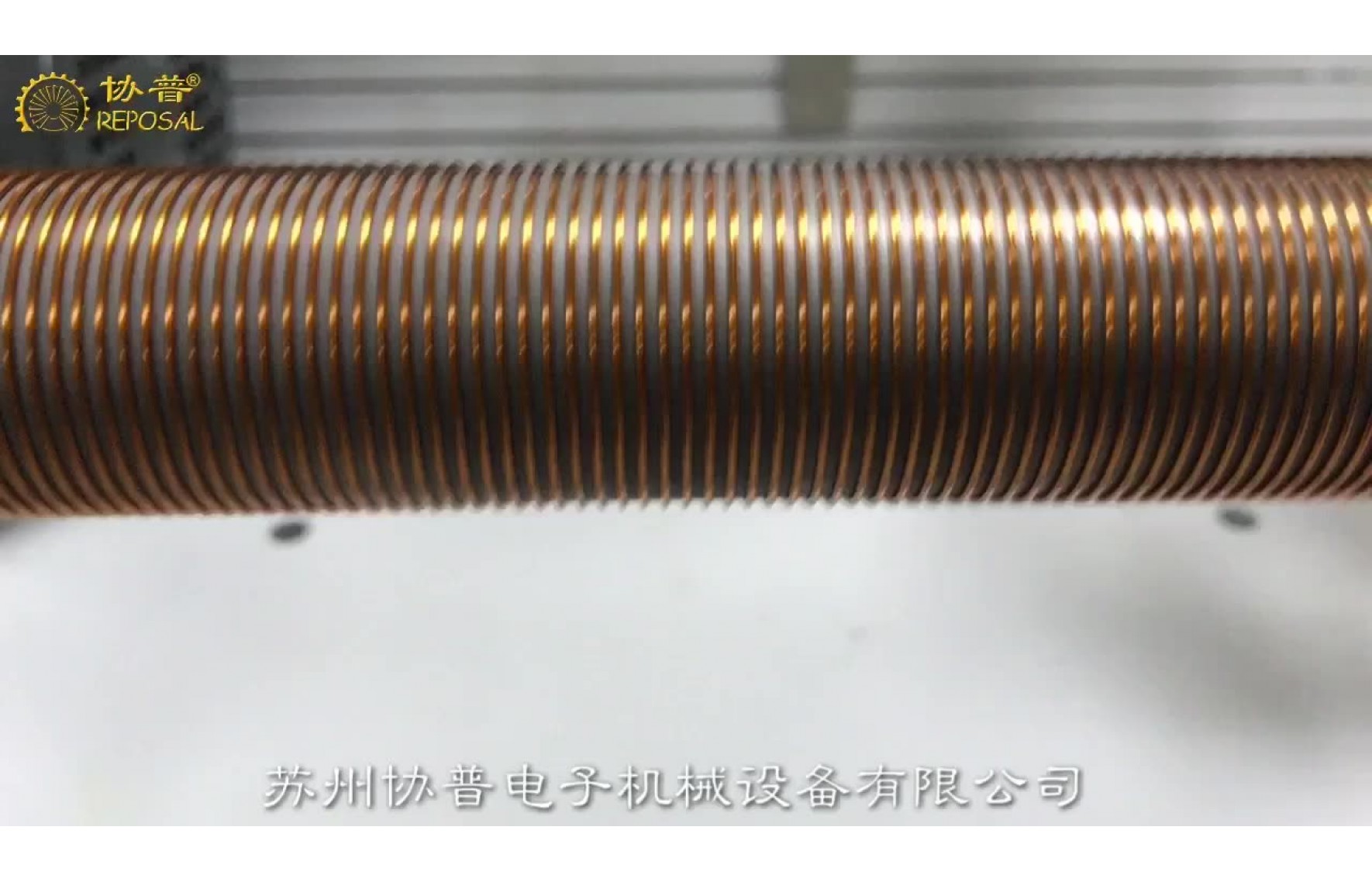
2.直径32mm空心无锡钢管长1.5一条。
3、30mm玻璃丝毯保温材料,长2米,宽约1米
4、16mm2 国标云母玻璃纤维高温线,50米
5、玻璃纤维布,宽100mm,1卷
6、数字电桥1台
7、100A线耳若干个
二、改装方法详解:
1、选取被加热管道外面包一层30mm玻璃丝毯保温材料,包圈即可,不要多层!刚好一圈,长度约1.5米左右。
2、用玻璃纤维布把保温材料包住,轻轻包住,也不能压太紧!
3、把准备好的50米16mm2 国标云母玻璃纤维高温线绕上去,保证两边的引线约1.5~2米左右,线圈每圈之间可相隔3-5mm左右,最高不能高于10mm,每圈之间不能过于太密,因为线圈在工作时,也是发热的,保证一定的间隔来散热。
4、用数字电桥量电感量,调到L测量电感量的2mH档测量,约200-250uH左右的电感量就可以完成线圈的制作。
5、最后把线圈的两端用扎带扎紧,防止线圈松动脱落,线圈外面不需要增加任何保护措施,因为线圈外面本来就是云母绕包住,是绝缘材料,不会对人体构成触电危险。特别注意的是,线外面200mm以内不能有金属材料,否则也会发热!若的确需要屏蔽磁场的话,可以在距离线回头100mm左右用铝板进行隔包一圈,但不能完全包住,要留出10mm以上用环氧板固定,绝对不能构成回路,否则在工时时会起火花,严重时,可能会出安全事故。
6、最后,把电磁加热控制器上的A
B C端子接三相380V电源,L1和L2端子接上线圈两端,把R/S端子短接或按住红色键不放就可以启动。工作时,显示的是电流值,一般43-45A之间就合格。再按一下绿色键,看工作频率10-18kHz之间即合格。若是频率过低了,就减少线圈的圈数,反之就增加线圈的圈数。使控制器工作在理想的工作参数范围之内,完成后,保留足够的引线后,多余的线可以剪掉。江信电磁加热器应放在通风透气的地方,若是放在机箱内,要做好排风系统,必须保证良好的空气对流。
相关文章

协普发布层绕式高压包全自动层间绝缘绕线机
苏州协普电子机械设备有限公司成功发布层绕式高压包全自动层间绝缘绕线机SP-D102M7机型——此机型极大的提高了层绕式高压包线圈绕制效率、线圈一致性。协普绕线机降低了层绕式高压包的绕制成本,在新机型中加入了结构紧凑的绝缘绝带自动切断机构,及多个骨架串绕后的动平衡性能等优质方案。


光纤陀螺绕线机-协普®绕线机
光纤陀螺仪相对于机械式陀螺仪,因无运动部件且耐冲击、灵敏度高、寿命长,所以光纤陀螺仪在高精高速定位场景得到广泛应用,将逐渐取代机电陀螺仪..
光纤陀螺仪的基本组成部分一是由光路二是电路,而光纤则是陀螺仪的核心部件,制备高精度的光纤线圈的光纤绕线机亦成为陀螺仪的关键点.
但由于其相关技术受到封锁,光纤陀螺绕线机一直是难以逾越的一项关键技术。协普电子机械设备有限公司应市场需求,积极研发光纤陀螺绕线机。
我们通过持续钻研、改进,在光纤陀螺绕制过程自动化,对各类光纤线圈的绕制方法的对比与分析,得到光纤绕制过程中张力控制与排线精度是影响绕制光纤线圈结构成型的关键因素.
通过优化前述张力控制因素与排线精度算法,合理张力的有效平稳控制,高精密排线控制的有效、可靠,过程全参数记忆,操控便利性,研制出新一代光纤绕线机,并投入生产.
随着研发成果的实际应用,我们将持续完善,生产高可靠性与高效率的光纤陀螺绕线机。
