绕线机的一般调试方法
绕线机的一般调试方法
有的人看绕线机感觉有点像车床,但实际上绕线机要绕出整齐的线圈,相对于车床车出来光洁度相比较的话,要复杂很多,所以我们会发现,车床很早之前都有国标,对其各项指标都有量化标准,但是绕线机的绕线质量缩合因素很多而且很难量化.
正是因为上面的原因,一般来开始会感觉绕线机应该非常容易调试,但事实试试之后就会有些灰心,虽说绕线机调试确实要比想像的复杂,不过如果我们掌握了其本规律之后,多加练习之后也并不是很难.
首先要我们对绕线机的结构有个初步了解,否则的话,对绕线机结构不熟悉,也没有专业技术人员培训。自然对于绕线机调试就会力不从心无从下手。
绕线机基本设备由机械部件和电气控制系统组成,不过随着科技高速发展,现代自动绕线机由于集成了电气控制、传感技术、气动和机械传动、光电检测等诸多技术,所以调试起来也会比起其他电子加工设备要更加困难和精细,协普绕线机研发生产绕线机多年,对于绕线设备使用调试具有丰富经验,在这里,我们给大家做一个简单介绍,相信我们只要掌握了基本的概念和方法,多加练习之后,都可以调试出自已满意的线圈。
绕线机的三个主要参数:起绕位置、漆包线直径、绕线幅度是使用绕线机三个最重要绕线参数,常用应用于骨架线圈。
一、起绕位置应该怎样去设定?哪里才是骨架线圈是起绕位置?其实在在骨架上开始绕线起点并没有固定位置,位置和线圈出头是由线圈型号所决定,一般来说可以只要使用设备控制系统测量功能就可以测出具体起绕位置和数值;技术人员也可以采用人工方式测量数值,以特定位置作为参考点使用尺具来实际测量,设定这个点时时候要注意线圈具体缠绕方向。
二、漆包线直径具体设定,日常使用漆包线有着不同直径,不同漆包线规格设定会产生到不同排线效果,在使用不同材质漆包线要注意修正线径具体数值,这样铜线才不会有变形情况。
三、绕线宽度数值设定绕线宽度我们可以理解从绕线起点到绕线终点之间数值,通常通过数值直就可以知道线圈绕线长度。当然在设定时必须要考虑所使用对作用力所造成微小变形量,这都是会给绕线宽度值得确定生产一定影响,所以应该要采用使用多种测量方式取最小数值作为绕线宽度。
四、对于不同绕线圈之线材种类特点,产品具体圈数、折叠层数和平均缠绕速度需求亦要有相当了解,粗线机型绕线速度不能太快,速度太快话引起线材跳线和丢步等问题质量问题,在中低速度使用时必加强到绕线机扭矩力。
五、被绕线圈是方型时候被绕线圈绕线速度不能太快,不然会产生凹凸不平整情况,影响折叠层数和圈数。而且要合理安排线圈及排线器之间距离,低了容易下陷入其他层,高了容易会跳线,同时也不能喝排线架过远,排线架过远后因自重及振幅的增加,张力会不稳定,也会影响精确度。
六、绕线机都会预留着有圈数预设、自动停车、正反向绕线、自动跨槽等辅助功能,在使用过程之中,想要保护绕线机都必须按步骤启动慢车和停止慢车,减少对绕线机结构和漆包线拉力,一般情况应该是设定在三圈以内比较好。
当然,以上我们只是讲了一些非常基础的绕线机调试方法,实际生产中,影响的因素还非常多,这都有待我们自已慢慢去了解,摸索.
相关文章

协普绕线机®发布精密同步绕线机


协普绕线机®发布精密自动剥漆断线绕线机
苏州协普电子机械设备有限公司发布精密自动剥漆断线绕线机
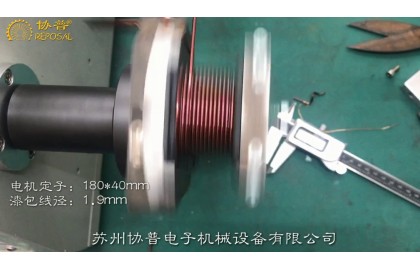
在电感类线圈绕制工艺中,其线圈的绕制工艺要求差别性较大,漆包线直径从细到粗,线圈的结构形状从盘状到柱状,漆包线的种类从普通到自粘线等等.所以对于不强调竞争力的绕圈绕制工厂来讲,需要的机器是适应范围较大的绕线机,但往往适应范围较大的绕线机对每个具体规格的线圈绕制而言,不管是质量还是效率,都难有针对性的竞争力.
为使协普的客户在电感线圈绕制工艺保持竞争力,我们应客户需求开发了这款绕线机-精密自动剥漆断线绕线机.
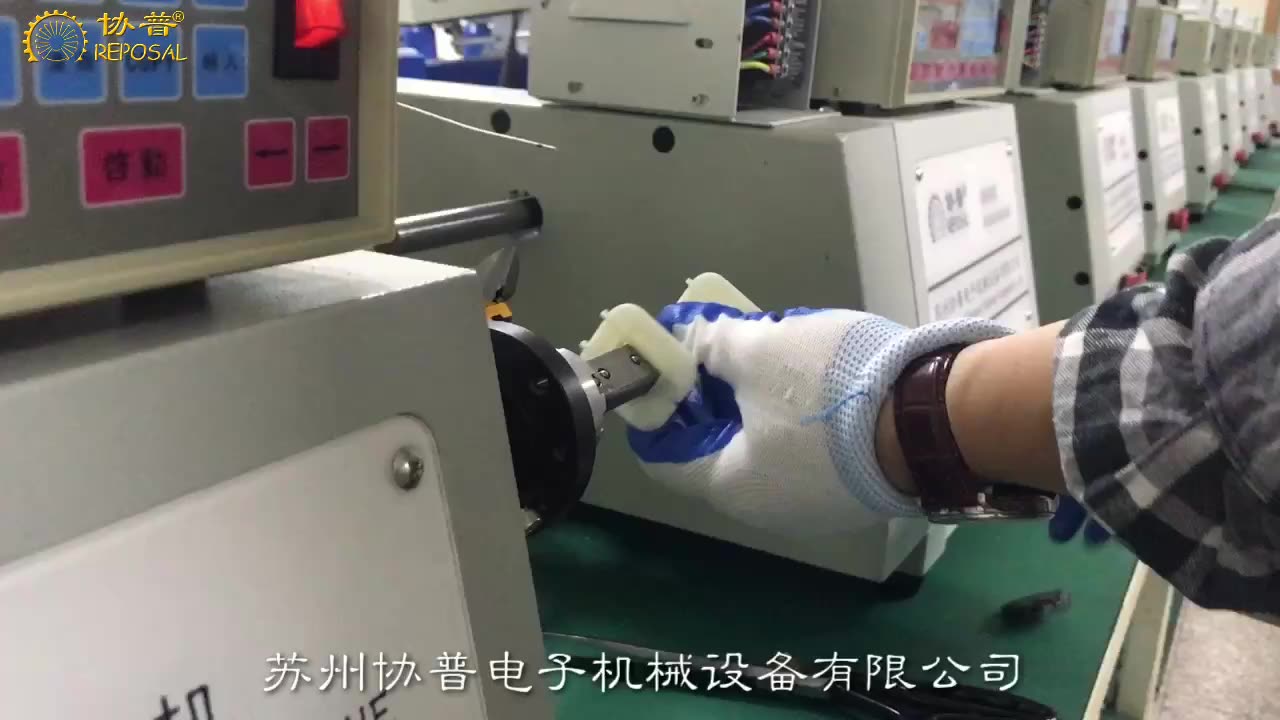
此机型主要针对漆包线直径较大的带骨架线圈,它有几个功能特点,一是排线速度快,如果可以在较大漆包线直径时保持较快的绕线轴转速.二是排线平整.通过控制及针对性的结构优化,可以稳定的绕制出紧凑一致的线圈.三是有自动剥漆功能,对于较粗的非直焊漆包线来讲,加入这一功能,相当于将两个工序整合到一个工序,四是加入了自动断线的功能,对于较粗漆包线来讲,自动断线即提高了效率,强化了一致性,也显著的降低了作业员的劳动强度.
具体可参见视频,此视频的作业节拍为机器验收时拍摄,整个作业过程,快速稳定,但实际上在漆包线头的固定与拆卸效率上还有提高空间.
常见变压器绕线机的分类及区别
常见变压器绕线机的分类及区别
选择合适的绕线机是生产线圈的关键,绕线机作为基础设备它的种类有很多,本文主要以变压器绕线机为例,讲讲它的分类及区别,一般按照变压器电压等级或容量来划分,常见的有普通数控绕线机、自动绕线机和箔式绕线机以及立式绕线机等等。


环形变压器绕线机使用视频说明
苏州协普电子机械设备有限公司专业提供:环形变压器绕线机,电流互感器绕线机,电压互感器绕线机,环形调压器绕线机,电感线圈绕线机,铁芯倒角机,平行绕线机等线圈加工设备和绕线机配件。
本公司拥有电子变压器和互感器整厂设备的研发及生产优势,有别于业界的众多拼装厂商,我们集众多绕线机行业工程技术人才经过多年研发生产经验,开发出的新一代系列绕线设备,特别是环形绕线设备,广泛应用于环形变压器、互感器、调压器、电感线圈等制造行业,得到业界诸多好评;苏州协普将不断了解用户需求加强技术研发和售后服务水平,为客户提供更专业优质的产品及服务。


环形线圈绕线机-操作视频-机器部分
环形线圈绕线机的结构,这个部分是控制器,这个部分是夹持座,我们通过开合手柄来控制产品的夹持。这个位置是环形线圈绕线机储线环,漆包线是先储存在储线环上,然后再绕到这个产品上面去。这个位置是手动绕线手柄,转动这个手柄,这个钢板可以手动驱动,钢环是本身有个开口,这个位置是个开口,开口是通过开合手柄往上,再往左边滑动都可以打开或是关闭。这个位置叫压线板,里面这个位置叫环形线圈绕线机挡线板 ,线上去之后它的松紧的程度由皮带在张力决定,皮带的张力是通过张力调节旋钮来调节,调节皮带张力的时候先把这个松开,然后再旋转这个手柄。旋转这个手柄的时候,这里有个惰轮,这个惰轮往里,这个皮带的张力就会变大,这样绕的漆包线就会变紧。