变压器绕线机的操作说明详解
变压器绕线机的操作说明详解
变压器绕线机是用来绕制变压器漆包线圈的专用绕线设备,在变压器的漆包线圈绕制过程当中,按变压器规格划分绕漆包线设备,有绕制配电变压器高、低压漆包线圈的自动排漆包线绕线机和箔式漆包线圈绕制机;有绕制大型电力变压器漆包线圈的立式绕线机和卧式绕线机。
一、变压器绕线机结构特点:
1、该绕线机机械传动部分设在床头箱内部,电气部分装在床头箱的上止。通过变频器驱动三相异步电机,实现主轴转速线性变化。
2、该绕线机采用无极调速,用控制器输出0-10V的模拟电压,接入到变频器。通过百分比的方式,总共有100个档位,可精确计数,还可以逆计数,自动停车。
3、该绕线机可逆计数,并配有电磁刹车装置,防止绕漆包线停止时倒车,保证自动记数不会产生误差。如果需要手动逆转时,则可以手动按刹车按键松开,手动转动同样可以计数.
二、变压器绕线机安全操作规程:
1.设备及用具:
绕线机和固定漆包线盘的架子。
与产品相应的绕漆包线绕线治具和档板。
剪刀,扳手,尖嘴钳,木榔头等工具。
相应的线圈加工图纸文件。
2.材料:
符合线圈加工图纸要求的双玻璃丝包漆包线或则漆包漆包线。
骨架板
绝缘薄膜纸
通风条
白纱带
玻璃丝布带
绝缘导管
透明粘胶带
3.绕制过程:
按线圈加工图纸要求准备好的绕漆包线绕线治具,漆包线,绝缘薄膜纸及通风条等材料。对绕线机进行使用前检查:正转,反转等是否正常。如有疑问(特别是漆包线的规格)应及时向绕制部负责人报告,请绕制部进行确认。漆包线圈分为漆包线圈和双漆包线圈,绕制方法区别较大,应分别按下述方法进行:
三、变压器绕线机的绕制方法和步骤:

分别装好绕线治具,档板,骨架板,用扳手紧牢。用与绕线治具长度一致的绝缘薄膜纸在骨架板外紧包扎3圈。用透明粘胶带粘住使其不会松开。漆包线头穿过档板并按要求预留漆包线头的长度,穿与漆包线规相适应的绝缘导管,导管一定要穿过档板,并保证在绕漆包线绕线治具上能绕半圈以上,确保导管不会从漆包线圈中滑出。导管在档板外的长度应不少于60mm.
有端部引出抽头的漆包线圈应按线圈加工图纸顺序要求进行端部引出抽头,并按顺序排列端部引出抽头,特别要注意匝数应准确;导管将端部引出抽头的两根漆包线导在一起,并直接导到端部引出抽头的根部,档板留出60mm以上的导管,端部引出抽头漆包线外留长度按要求预留。为了保证漆包线头折漆包线处不造成匝间短路,应在折漆包线位置包扎两层玻璃丝布带或聚脂绝缘膜。
如果线圈加工图纸要求端部引出抽头位置要更换漆包线规,端部引出抽头引出漆包线的大漆包线应长于小漆包线,并注意漆包线规尺寸应与线圈加工图纸相符。如在绕制过成中有接头出现,在8mm内均作为外接式,并在档板外80mm处剪齐。
通风条应垫于漆包线圈的四个角上。垫上通风条,绕上几匝后用木榔头分别在漆包线圈的每四个角的两边敲打,使通风条不会滑动,而后继续绕漆包线。在绕制次级漆包线圈(偶合漆包线圈)时,先绕初级漆包线,初级漆包线绕完后先整平再用聚脂绝缘膜包扎三层半并用透明胶带纸粘住接缝处,用通风条将四周垫起来在绕次级漆包线,使初级漆包线与次级漆包线之间在电气上得到隔离。两种漆包线最近的距离不小于3.5mm才能认为绕漆包线加工合格。
漆包线圈在绕制最后几匝时,应放扎带(白纱带或导管),便于将漆包线尾扎紧,扎带应在两个位置分别扎紧。漆包线尾应与漆包线头用一样的方法导上绝缘导管。漆包线圈绕完后进行平整再取下漆包线圈脱模,剪掉扎带多余的头,将漆包线圈放置指定位置。存放位置应防潮,放尘。
四、变压器绕线机双漆包线圈的绕制方法和步骤:
组盘式漆包线圈有两盘以上的漆包线圈,两盘漆包线圈是串联连接,这种漆包线圈应先计算好漆包线圈需要用漆包线的总长度,将漆包线从盘上取下剪断。
装上档板和绕线治具,开使绕第一盘,绕完后将漆包线圈取下,在四个角位置处匝紧,再将漆包线圈反方向装在绕线机上,开始绕第二盘,同样的方法可绕第三盘。三盘以上的漆包线圈一般是分为两组分别绕制,绕好后串联在一起合并为一组漆包线圈。漆包线圈绕好后剪掉扎漆包线多余的头子,平整后存放于指定位置。
相关文章

协普®射频消融导管绕线机
通过与医疗器械公司的深度合作,我们的射频消融导管绕线机经过多次迭代,很大程度上提高了合作方的产品竞争力,合作方反馈,射频消融导管绕线机的绕线工艺提高了射频能量向目标组织传递的效率。精确的绕线工艺能够确保能量的有效传递,从而提高消融的效率和一致性。精密缠绕的线圈的均匀性影响消融区域的温度分布,避免局部过热或热量不足,这对于确保消融效果和减少并发症至关重要。绕线工艺的稳定性保证了在手术操作中的可靠性。高质量的绕线工艺能够承受手术操作中的拉伸和弯曲,减少断裂或功能失效的风险。高质量的绕线工艺具有更长的使用寿命,能够在多次手术中保持性能稳定,从而降低医疗成本和提高资源的利用效率。绕线工艺的质量还影响着消融过程中的精确控制。高精度的绕线工艺有助于医生更精确地控制消融区域的大小和形状,以达到最佳的治疗效果。
而且射频消融导管绕线机的设计考虑到了操作安全,减少了操作过程中的潜在风险,保护操作人员和产品免受损害。能够适应不同类型的射频消融导管生产需求,具有良好的灵活性和扩展性。专用绕线机的结构和设计通常更加简化,易于维护和保养,从而降低了长期的运营成本。
射频消融导管绕线机的优点主要体现在专业化设计、高效率生产、精确控制、质量稳定性、操作简便、节省材料、安全性、适应性强、维护成本低以及技术创新等方面。这些优点使得射频消融导管绕线机成为射频消融导管生产过程中不可或缺的关键设备。
EI84变压器线圈绕线机
苏州协普电子机械设备有限公司开发的此规格精密绕线机,它的加工范围大,如果有合适的配件,它可以的漆包线直径在0.03mm-2.2mm之间.
加工的线包旋转直径在220mm内,加工速度快,运费平稳,精度常,工厂应用比较大,很多试验室也喜欢
采购这个规格的机器,因为加工范围大,避免了重复投资.联系电话0512-63669206

协普成功开发精密柔性罗氏线圈绕线机
精密柔性罗氏线圈绕线机是一种用于精密柔性罗氏线圈绕制的专用设备。协普以实际项目为背景,通过对对柔性罗氏线圈绕制工艺的分解掌握,成功开发出高精密柔性罗氏线圈绕线机.
罗氏线圈绕线机并不属于通用数控设备的行列,而是一种专用的非标设备。对于此 类设备而言,主要体现在一个专用,既然专用就说明市场需求不大,但又不可或缺。对 于设备制造商而言开发此类专用设备并不被青睐,成本控制难度很大。
加之目前国内生产柔性罗氏线圈的厂家相对于设备的需求有限,同时要想控制好螺距精度与排列整齐度,设备的研发成本相对较高,市场风险较大,同时对于设备用户而言,其相应的配套设备仪器都是一笔很大的投入。

协普成功研发琴弦绕线机
协普以琴弦绕线机作为研究对象,采用模态分析法,首先在理论上探讨了小型琴弦绕线机绕线机构的振动原理及排线机构运动原理。在原理分析的基础上分别对小型铜丝绕线机构中研究辗子轴与机架之间配合工作的减振特性的ADAMS模型进行振动分析,及利用ANSYS软件对琴弦绕线机排线机构能否正常工作进行了模态分析。 通过分析分别得出琴弦绕线机绕线机构在正常工作状态下的振动特性从而优化绕线机构减振措施,同时,通过分析细铜丝与数控在数控排线机构正常工作状态下力学特性,优化应用数控排线机构于琴弦绕线机排线机构的可行性。

漆包线生产工艺流程
漆包线工艺流程:放线→退火→涂漆→烘焙→冷却→收线
一、放线 在一台正常运行的漆包机上,操作人员的精力和体力大部分消耗在放线部分,调换放线盘使操作者付出很大的劳动力,换线时接头易产生质量问题及发生运行故障。有效的方法是大容量放线。
放线的关键是控制张力,张力大时不仅拉细导体,使导线表面失去光亮,还影响漆包线的多项性能。从外表上看,被拉细的导线,涂制出的漆包线光泽较差;从性能来看,漆包线伸长率、回弹性、柔韧性、热冲击都受到影响。放线张力太小,线容易跳动造成并线、线碰炉口。放线时最怕半圈张力大,半圈张力小,这样不仅使导线松乱、扎断,一段一段被拉细,而且还会引起烘炉内线的大跳动,造成并线、碰线故障。放线张力要均匀,适当。
在退火炉前安装助力轮对张力的控制有很大帮助。软铜线在室温下其最大不延伸张力约为15kg/mm2,在400℃下最大不延伸张力约为7kg/mm2;在460℃下最大不延伸张力为4kg/mm2;在500℃下最大不延伸张力为2kg/mm2。在正常的漆包线涂制过程中,漆包线的张力要明显小于不延伸张力,要求控制在50%左右,放线张力控制在不延伸张力的20%左右。

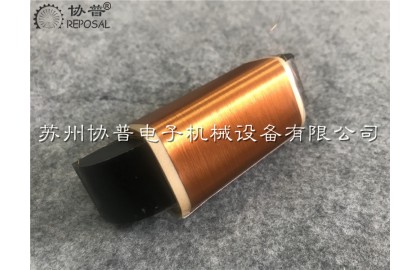
特殊的微型永磁脱扣器线圈绕线机
如图所示,此微型永磁脱扣器线圈,被ABB,伊顿EATON穆勒的紧凑型断路器广泛应用,结构紧凑,在一尺寸微小的金属结构支架上,绕制一个与此金属结构件彼此封闭的吸合线圈,看似简单,但其设计工艺性极强,所以一直成为业界企业在此类产品上实现国产化的行业壁垒。
协普®绕线机以专业专注之姿态,蒙国内断路器行业技术先进客户之信任,全力以赴,成功逆向破解此一工艺流程,助力协普®绕线机的客户将此产品顺利国产化。

精密电流互感器绕线机的研发背景与特点
精密电流互感器绕线机的研发背景与特点
电流互感器中线圈的精度是非常重要的,因为它直接影响到电流测量的准确性和电力系统的可靠运行。线圈精度的具体重要性表现在以下几个方面。
电能计量:在电力系统中,准确测量电流是计算能量消耗的关键。如果电流互感器中的线圈不准确,将导致电能测量错误,可能导致能源成本的错误计算,对电力公司和消费者都可能产生财务影响。
故障检测:电流互感器用于监测电流水平,以侦测电力系统中的异常情况,如短路、过载等。如果线圈的精度不高,可能会导致对潜在故障的误报或忽略,从而影响电力系统的可靠性。
过电流保护:电流互感器在过电流保护装置中扮演关键角色,用于检测过电流事件并触发断路器或其他保护设备。线圈的精度直接影响是否能够准确侦测到过电流情况,确保电力系统的安全性。
负载管理:电力系统的负载管理需要准确测量电流,以便进行合理的负载分配和调整。如果线圈的精度不高,可能导致不平衡的负载分布,影响电力系统的效率和稳定性。
自动化控制:在现代电力系统中,自动化控制系统依赖于准确的电流测量数据来进行实时调整和控制。线圈的精度对于系统的响应速度和性能至关重要。
波形分析:电流互感器还用于电力质量分析,包括谐波分析等。线圈的精度决定了对电流波形的准确分析,有助于解决电力质量问题。
总之,线圈精度对于电流互感器的性能和应用至关重要。高精度的线圈可以确保电流测量的准确性,从而维护电力系统的可靠性、稳定性和效率。因此,在选择和使用电流互感器时,确保线圈的精度符合应用需求是非常重要的。