绕线机绕制线圈常见缺陷分析及解决
绕线机绕制线圈常见缺陷分析及解决
一.盐浴不良:
1.漆包线不良:从线筒中抽出部分漆包线(拉伸几下)放入盐水中可判断。
2.绕线机张力不良(过大): 放入盐水中的转子线包不规则冒泡,数值上升较慢。(过小):线在绕线过程中容易挂到钢片上且线包大而且松。
解决方法 :所经过绕线机张力系统穿过的漆包线必须通过张力对 照表用弹簧称核对后方可绕线。
3.羊毛毡结碳.各绕线机过线轮损伤.各过线小轴承损坏: 放入盐水中的转子线包不规则冒泡, ,数值上升较快。
解决方法:更换损坏羊毛毡. 过线轮. 小轴承
4.绕线机绕线模具损伤(导线模):放入盐水中的转子线包规则冒泡,冒泡位置在铁芯上部.下部或中部(每一槽在同一位置).数值上升快。
(钩线套):放入盐水中的转子线在颈部冒泡(应可看到损伤部位)。
解决方法:检查模具.确定位置.打磨抛光。
5.绕线机调试不良造成绕线过程中分度变化(以至漆包线下线刮伤):绕线机绕线模具于钩线套中心高没调好,绕线模具平衡没调好。钩线套
绕线机位置没调好(一边高一边低),平行气缸动作不协调(一边快一边慢),绕线机转位轴中轴承不良,夹紧机构中平面轴承不良。
放入盐水中的转子线包规则冒泡(几槽在同一位置,特别最后俩组线圈)。
其它:飞叉轴承坏,飞叉主轴轴承档磨损,飞叉皮带轮轴承档磨损造成模具中心调不好。
解决:检查调试以上问题点,检查更换各轴承。
注:换漆包线时要检查线捅周边有无毛边打磨。
6. 穿线方法不正确:在绕线机电控磁粉张力器的过线轮上或附助过线轮上,铜线绕的圈数过多,磁粉张力器通常为2-3圈。附助为1圈。(漆包线在阻力与拉力作用下会相互挤压,漆膜会损伤)。漆包线穿在过线轮防护杆上,主轴进线口处过线轮位置不对(线直接与过线轮防护杆磨擦),主轴内尼龙管脱落,主轴至
飞叉线没经过线轮。
解决:检查以上问题点,调整。
7. 绕线机绕线模具不良:绕线机绕线模具长期打磨抛光磨损严重,护住钢片很少以至下线时漆包线刮到钢片。绕线模具侧护板与中间护板间隙过小(针对0。45以上线)挤伤,中间护板位置没调好,下线刮到钢片,盐浴不良或断线。
解决:检查模具,加工处理,调试仔细。
二.漏钩:
1. 绕线机张力设定不良:挂钩时线可看出很松。绕好的转子挂钩处线没有拉紧(挂钩时张力机构上弹簧把磁粉张力器至待挂钩处漆包线拉紧才能挂钩,张力设定不良弹簧拉紧时磁粉张力器锁不住漆包线线直接从线筒中拉出,漏钩),连续好多钩漏钩。
解决:调整张力设定,(设之值太小会漏钩,线挂不到钩子底部,勾线松脱。设之值太大会导至漆包线被钩子之锐角切断,刮伤)
2. 绕线机张力机构上弹簧使用不适:弹簧力小挂钩时线松,线挂不到钩子底部容易松脱。弹簧力大挂钩时线容易挂在钩子外角部,钩线内套摆角时脱钩,线容易刮伤。(不带钩线护耳)
解决:选用合适的弹簧。
3. 绕线机飞叉离钩线套距离太远:挂钩时线挂不到钩子底部,容易挂在钩子外角部,摆角时脱钩。挂钩时线可看出。(不带钩线护耳)
解决:调整飞叉与钩线套距离
4.绕线过程分度变化:绕线机换向器钩子与钩线内套开口位置也发生变化,偏移量越大,越容易漏钩。最后几钩漏钩(不带钩线护耳)。带钩线护耳会把换向器钩子打坏,造成漏钩。
5.导线模与钩线套距离太远:换型号时不仔细,调钩线套时只顾外套与导线模距离没注意内套与导线模距离。(飞叉出线处至导线模处漆包线成斜线,钩线套距离导线模越远,那么钩线套距离漆包线越远)(不带钩线护耳)
解决:调整两者间距离(线越粗距离应相对远些)正常2-3mm。护线套长度须比钩线套长1-2mm。
6.参数设定不当:1.分度速度与挂钩速度不协调(分度速度快挂钩速度慢,挂钩动作还没全部完成已摆角分度,线容易脱钩。挂钩速度快分度速度慢,转子没转到位就挂钩,容易挂不到钩子底部,容易脱钩。)(不带钩线护耳)
2.飞叉到钩线位角度与飞叉到绕线位角度设定不当(绕线绕完一槽后要转相应角度,飞叉到钩线位角度设定偏小,线会向换向器方靠拢在张力作用下同时收紧,挂钩,如此循环转子颈部线包变粗,线离钩线套越远,造成漏钩。绕线绕完,飞叉到钩线位角度设定偏大,线会拉入导线模内,挂钩时线弹出导线模,造成漏钩。挂钩到绕线位如角度设定偏小,线挂不到钩子底部,容易脱钩,如角度设定偏大,线会带动导线模,造成导线模不平衡,分度合模时钢片损坏。)
7.护耳调试不良:两边护耳气缸动作不协调,(一边护耳为两个气缸同时动作,不一致),护耳位置与换向器钩子不平齐,护耳动作与换向器距离太近线挂不进。(护耳动作至完全护住钩子为佳)
解决:钩线套的角度位置须正确无误。更换,调整气缸动作,调整护耳位置。
三.断线:
1. 线筒放置不正确:绕线机大桶装线筒底部没垫好,绕线时线散落于桶底部卡住造成,线筒外罩桶口处损坏。
解决:线筒底部垫好,检查桶口。
2. 绕线机张力设定不良:绕线张力设定过大(绕线时断线),钩线张力设定过大(挂钩时断线)。
解决:通过张力对照表用弹簧称核对后方可设定,绕线。
3. 张力机构上弹簧使用不适:弹簧力大绕线时会把线拉断。
解决:选用合适的弹簧。
4. 护线套与钩线套位置不对:护线套与钩线套平齐,甚至还短些(护线 套推槽或推键磨损严重)。线挂钩后没完全被推出转位时线在钩线套开口处刮断。
解决:调整护线套与钩线套距离(护线套长度须比钩线套长1-2mm)。
5. 钩线摆角行程不对:摆角行程偏小,入线钩子会露出钩线套开口上部 线推出会断线或刮伤。摆角行程偏大,入线下一钩子会露出钩线套开口下部线推出会断线或刮伤。(挂钩到绕线位角度设定大.小相关)
6. 绕线机程序参数设定不当:绕线到挂钩角度过大,线会拉入导线模内,合模 线夹住。绕线速度.加速度过快,分度.钩线速度过快,而且配合不好。
解决:参数设定正确,经常检查。
7. 分度变化:绕线机转位轴中轴承不良,夹紧机构中平面轴承不良,绕线模具平衡没调好,绕线模具于钩线套中心高没调好(飞叉轴承坏,飞叉主
轴轴承档磨损,飞叉皮带轮轴承档磨损造成模具中心调不好)。分度时转子受到外加阻力,位置变化,线绕在钢片上断线。
8. 绕线机剪线机构不良:线剪断但没夹住,一启动尾线拉掉。
解决:调整剪线机构
9. 其它:中间护板按装位置不好,下线刮到钢片。
四.压纸:
1. 槽衬纸成型不好;压痕过浅,压痕一边深一边浅,槽衬纸无法紧贴钢片槽内壁,槽衬纸会翘出钢片槽口。 压痕过深,槽衬纸失去弹性,无法紧贴钢片槽内壁,会露出钢片槽口。 成型刀压下位置偏一边,槽衬纸在成型腔内一边高一边低侧着插入钢片槽内纸一边会露出钢片槽口。 成型刀斜着压下,槽衬纸在成型腔内斜着并斜着插入钢片槽内,纸两端会露出钢片槽口。
2. 槽衬纸过长,长出部分底部没有支撑,线绕入后会把槽衬纸往下拉造成两个角处纸露出钢片槽口。
3.绕线机绕线模具不良:模具两个支撑角磨损严重,护不住槽衬纸。模具上贴纸,各拐角不光滑,下线时不顺畅。
4. 张力设置(绕线张力)不当过小,下线时会飘忽不定,槽满率过高。最后一匝容易挂在模具支撑角上或下线不到位,转角时会造成一根线压纸。
5. 绕线机绕线速度过快,张力会减小就会造成以上情况压纸。(张力大会断线)绕线速度加快对模具,槽衬纸情况,绕线张力要求高,调试时要多加观察,确认。
6. 分度速度过快,绕线速度过慢,配合不好容易造成最后一根线绕在钢片上。分度不良(过程中分度位置变化),最后几组线会造成压纸。
7. 挂钩位角度设置过小,张力设置过小,弹簧绷紧线时线会从线筒内拉出,飞叉至弹簧位线没绷紧至使线容易在模具拐角处没拉出来,容易造成最后一根线压纸或绕在钢片上。2次精夹时模具分开过小,弹簧
选用不当(过小)飞叉至弹簧位线无法绷紧,同样会造成以上情况。
相关文章

协普发布层绕式高压包全自动层间绝缘绕线机
苏州协普电子机械设备有限公司成功发布层绕式高压包全自动层间绝缘绕线机SP-D102M7机型——此机型极大的提高了层绕式高压包线圈绕制效率、线圈一致性。协普绕线机降低了层绕式高压包的绕制成本,在新机型中加入了结构紧凑的绝缘绝带自动切断机构,及多个骨架串绕后的动平衡性能等优质方案。
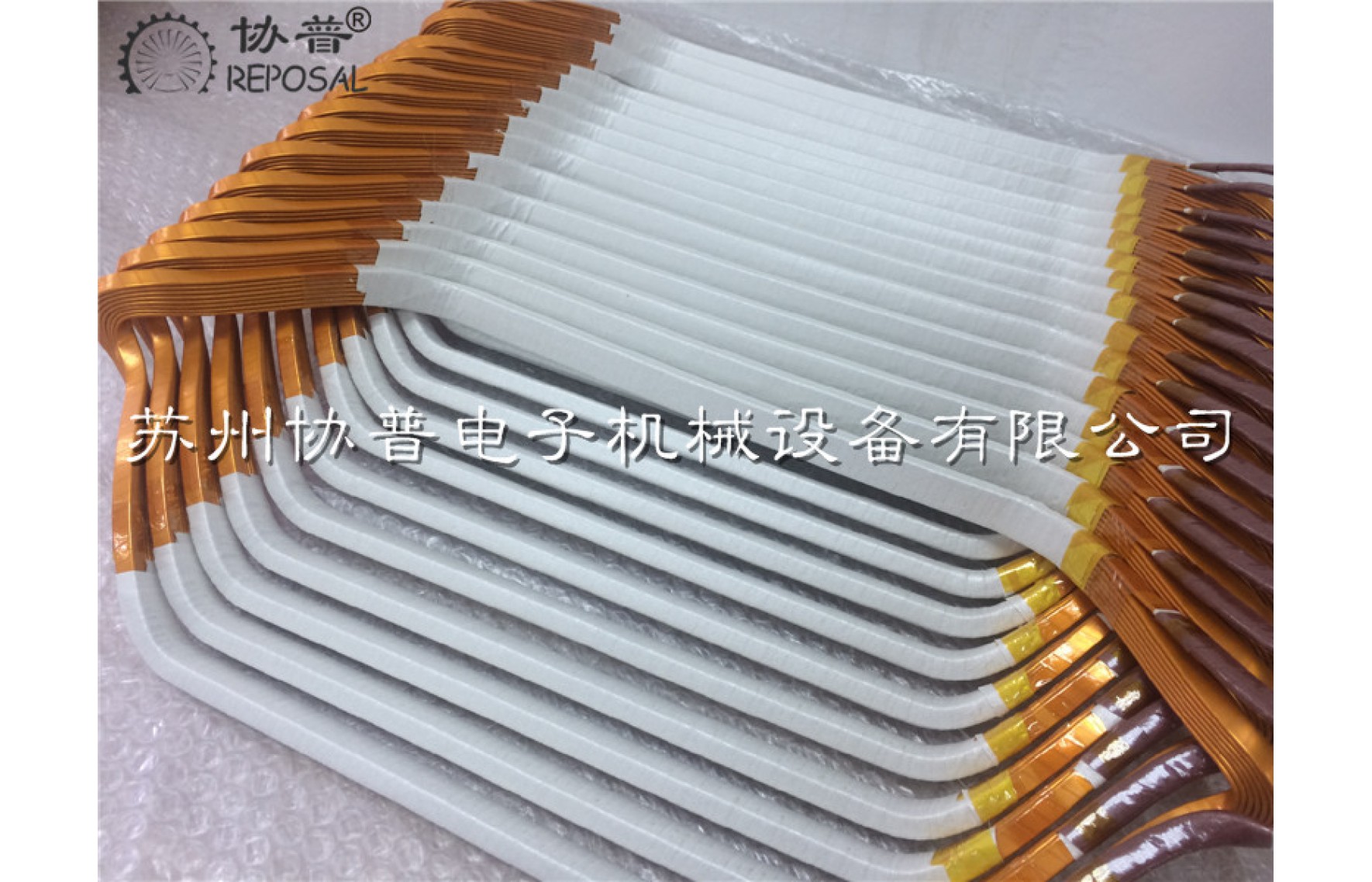
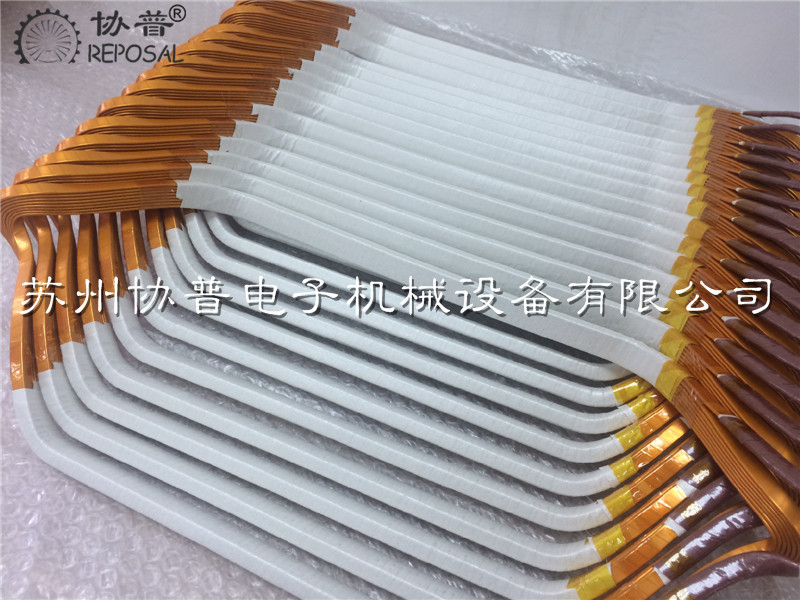
有骨架自粘线圈的精密绕制
如下图所示,为一医疗行业用传感器线圈,骨架为铝制,漆包线直径0.1mm,客户要求排列整齐无绕制缺陷,本公司经过细致评估客户的具体要求,因为考虑到绕制过程及绕制完成后的结构维持,采用了自粘漆包线工艺,同时在自粘线圈绕线机上做了进一步优化,项目顺利完成,同时在此过程中,总结出一些经验分享于众.
近年来,自粘线圈由于自粘支撑,后期无需浸漆,便于实现工业化,已被广泛应用在精密仪表的偏转线圈、微型电机中的组合线圈、传感器的微型线圈中。
自粘性漆包线由于优良的耐热性, 绝缘性、粘合持久性、易成型、绕制工艺简单等优 点越来越成为线圈绕制过程中采用的主要线型。自粘线圈成型后要求线圈直流电阻一致性好、电感性能稳定、排线整齐无散乱、表面平整无缝隙,外型美观。

光纤陀螺绕线机-协普®绕线机
光纤陀螺仪相对于机械式陀螺仪,因无运动部件且耐冲击、灵敏度高、寿命长,所以光纤陀螺仪在高精高速定位场景得到广泛应用,将逐渐取代机电陀螺仪..
光纤陀螺仪的基本组成部分一是由光路二是电路,而光纤则是陀螺仪的核心部件,制备高精度的光纤线圈的光纤绕线机亦成为陀螺仪的关键点.
但由于其相关技术受到封锁,光纤陀螺绕线机一直是难以逾越的一项关键技术。协普电子机械设备有限公司应市场需求,积极研发光纤陀螺绕线机。
我们通过持续钻研、改进,在光纤陀螺绕制过程自动化,对各类光纤线圈的绕制方法的对比与分析,得到光纤绕制过程中张力控制与排线精度是影响绕制光纤线圈结构成型的关键因素.
通过优化前述张力控制因素与排线精度算法,合理张力的有效平稳控制,高精密排线控制的有效、可靠,过程全参数记忆,操控便利性,研制出新一代光纤绕线机,并投入生产.
随着研发成果的实际应用,我们将持续完善,生产高可靠性与高效率的光纤陀螺绕线机。

协普绕线机以持续创新夯实品牌价值
苏州协普电子机械设备有限公司,是一家专业从事绕线机设备研发生产的技术企业。多年来一直坚持持持创新, 研发具有自主知识产权的绕线机。
相当长一段时间,我国绕线机制造产业普遍存在技术不高、规模过小、游离分散生产、大部分企业的企业技术创新不足的问题。与国外相关产业相比,目前我国绕线机种类及配套数量少,采用的控制技术相对落后,其精度和性能不及欧美同行的水平。且产品的产能低、稳定性较差。
面对技术上的差距,苏州协普做了详细市场调研之后,以整列精密绕线机与罗氏线圈绕线机为突破点,重视与用户企业的配合,不但认真理解客户的现有工艺要求,而且通过本公司多年积累的技术资料库,在不增加或少增加费用的前提下,主动为客户工艺升级提供新思路,新解决方案,在具体的单个实施案例中,这种做法无疑加重了我们的执行成本,减少了公司的利润,但这种思路经过长期的执行与验证,实际上我们的客户通过我们的绕线机设备挖掘了线圈绕制工艺上的潜能,成为我们的长期的合作客户,我们也通过一个个案例的主动积极的提高,为我们的研发方向,方案积累了更多的技术数据,才得以持续创新.