协普绕线机以持续创新夯实品牌价值

苏州协普电子机械设备有限公司,是一家专业从事绕线机设备研发生产的技术企业。多年来一直坚持持持创新, 研发具有自主知识产权的绕线机。
相当长一段时间,我国绕线机制造产业普遍存在技术不高、规模过小、游离分散生产、大部分企业的企业技术创新不足的问题。与国外相关产业相比,目前我国绕线机种类及配套数量少,采用的控制技术相对落后,其精度和性能不及欧美同行的水平。且产品的产能低、稳定性较差。
面对技术上的差距,苏州协普做了详细市场调研之后,以整列精密绕线机与罗氏线圈绕线机为突破点,重视与用户企业的配合,不但认真理解客户的现有工艺要求,而且通过本公司多年积累的技术资料库,在不增加或少增加费用的前提下,主动为客户工艺升级提供新思路,新解决方案,在具体的单个实施案例中,这种做法无疑加重了我们的执行成本,减少了公司的利润,但这种思路经过长期的执行与验证,实际上我们的客户通过我们的绕线机设备挖掘了线圈绕制工艺上的潜能,成为我们的长期的合作客户,我们也通过一个个案例的主动积极的提高,为我们的研发方向,方案积累了更多的技术数据,才得以持续创新.

对于积极从事创新的协普绕线机来说,用户的支持至关重要。一方面,只有用户积极采购、使用,我们研发的绕线机才能在应用中发现缺陷和问题,从而不断改进设计方案、技术路线或者是生产工艺,从而不断提高产品质量和可靠性;另一方面,绕线机研发新产品时间长、投资大、风险高,只有卖得出去,才能收回成本、赚取利润,也才能拿出资金投入新一轮研发,形成良性循环;否则很容易造成资金链断掉,陷入困境甚至破产。其实,因创新产品卖不出去而“死在路上”的例子并不少见;坊间流传的“不创新是等死、创新是找死”,并非是空穴来风。
从日本和韩国的汽车工业崛起之路,就更容易看出用户支持的重要性。上世纪五六十年代,两个国家的汽车工业在欧洲、美国遥遥领先的背景下先后艰难起步,其难度可想而知。在出口无门的情况下,正是由于本国政府的大力扶持和国内老百姓的热情支持,他们的汽车才得以日益提高、日趋成熟,并成功走向世界,协普绕线机通过用户支持,坚持持续创新,也获得各地越来越多客户的认可.
当然,锐意创新、志在高远的企业,除了要在提高自主创新上的持续投入,在生产管理、质量管控上同样重视,协普绕线机相信,只有卓越的品质、可靠的性能、才能赢得客户的支持与信任。
相关文章
R型变压器绕线机
R型变压器的截面像字母R,所以被称作R型变压器。在大功率用电器中应用R型变压器,可以降低冲击电流, R型变压器是属于干式变压器中的一种。其铁芯系采用从细到粗,再从粗到细的连续的优质取向冷轧硅钢带卷制成,最终截面接近圆形,外形为未切割的封闭形矩形,再通过特殊的R形变压器绕线机在其PBT骨架上绕制出粗次级。因此,由此制造的变压器无噪声、漏磁小、空载电流小、铁损低、效率高;并且由于线圈是圆柱形,通过R型变压器绕线机绕制的线圈铜线长度短,所以,内阻小,铜耗低,温升低,过载波动小,爆发力比环形变压器还好;另外,初、次级线圈采用阻燃PBT工程塑料制成的骨架分别绕制,从而抗电强度高,阻燃性好。
但是其制造工艺对也对比较复杂,二是其线圈绕制,因为是封闭铁芯内绕制,所以PBT是两部分组成,然后R型变压器绕线机驱动PBT骨架绕制,绕制精度受到一定影响,一是其铁芯形状,因为其展开形状为纺锥形,所以其模具,材料利用率都比较低,
随着R型变压器绕线机的发展, 制造成本的降低,品质稳定性的提高,R型变压器以新颖、独特的结构,优异的电磁性能正得到越来越多的电子行业的青睐。特别适用于医疗设备、显示设备、音响设备、办公设备。

互感器缠绕电工皱纹纸|变压器缠绕皱纹纸|互感器缠绕皱纹纸
变压器绝缘皱纹纸具有较好的机械强度,较高的耐电压强度,表面有皱纹、富有一定的韧性。而且其裁剪方便,在变压器绕制成型后,在后工装油浸中仍然保持一定的强度,这个特点可以非常好的保护变压器的漆包线不会被挤压拆断,即满足了绝缘性要求,又满足了机械性能要求。

所以其广泛用于变压器绝缘.一般在变压器中使用使用,在互感器用使用较少,因为互器器铁芯结构为环形,因为绝缘皱纹纸表面有皱纹,摩擦较大,所以使用环形包带机缠绕时较为困难,所以一般情况下互感器线圈如果要求使用皱纹纸时,采用人工缠绕,我们经过细节改善,成功克服此一问题.

协普绕线机®发布全自动电感绕线机
协普绕线机®发布全自动电感绕线机

此机型主要应于棒形电感的绕制,棒形电感在此绕线机绕制过程中,实现了无人置守的全自动化,其绕圈绕制速度快,电感一致性好,调试方便,易维护,为协普的合作客户客户在棒形电感绕制工艺上,提供了有竞争力的方案。
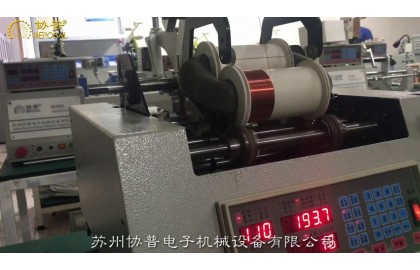
协普绕线机®成功研发超精密流量管计量加热丝绕线机
8月6日,苏州协普电子机械设备有限公司自主研发的首台超精密流量管计量加热丝绕线机,顺利完成测试,各项指标性能达到国外先进国家同业水平。
目前,超精密流量管,直径0.4mm金属管,壁厚0.1mm,内径0.2mm,绕制0.03mm特殊金属丝,有单层绕制,双层绕制,双层对接绕制,要求流量管两端无变形,金属丝排列整齐,此工艺技术长期被国外公司垄断,价格高昂,严重制约我国超精密流量计的研究与成果落地。
超精密流量管计量加热丝绕线机是自主创新能力的重要标志,本设备的研究突破了精密绕线技术的多项关键技术,优化了工艺及机械结构。下一步,苏州协普电子机械设备有限公司将进一步优化设计及生产工艺,降低整机成本,使之更好地推向市场,加快推动国产化精密绕线机的应用及产业化。
喜报 | 恭贺我司绕线机顺利通过欧盟CE认证,进军国际市场
喜报 | 恭贺顺利通过欧盟CE认证,进军国际市场
为响应国际市场对我司绕线设备安全质量的要求,近日,我司的系列绕线机荣获欧盟认证机构颁发的CE认证。这标志着欧盟市场对于协普|REPOSAL®绕线机的认可,意味着我司有能力为国际线圈市场提供更加专业、优质的绕线机设备,进一步提升了公司的国际竞争力。
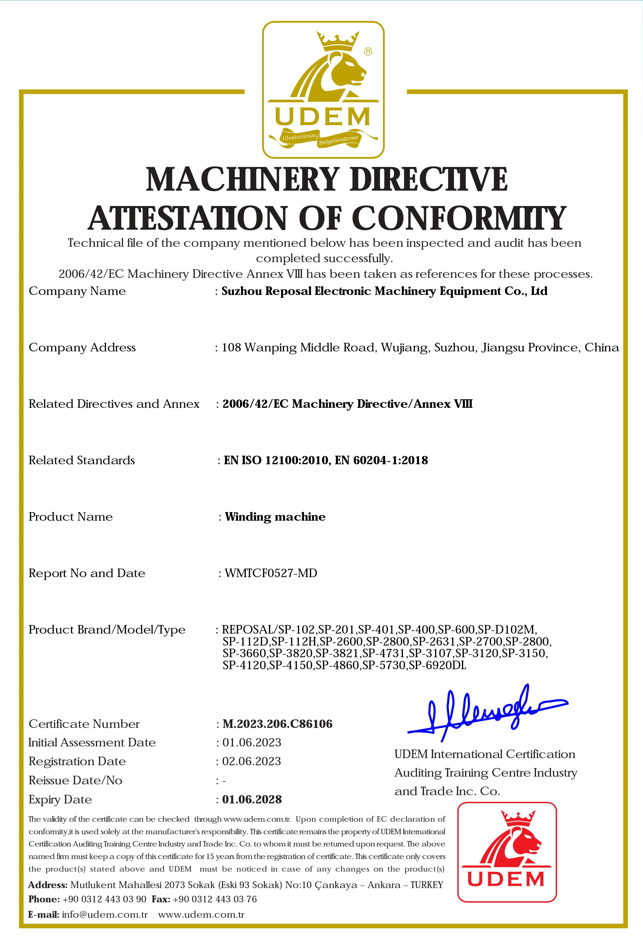
协普|REPOSAL®绕线机CE认证凭证
一方面,为了响应国家“一带一路”的号召,协普|REPOSAL®绕线机积极探索开拓海外市场。此次欧盟CE认证的通过,不仅打开了欧洲市场,更是打开全球市场的第一步,意味着公司的绕线机可以出口到欧盟各个国家,实现我们的绕线设备在全球范围的自由流通的追求,对于公司扩充海外绕线机市场及国际业务拓展具有积极作用。同时也为绕线机在国内市场的销售提供了安全质量保障,增强了绕线机的品牌影响力。
平行绕线机通用技术条件 SJ/T 10313—92
中华人民共和国电子行业标准
平行绕线机通用技术条件sj/t 10313—92
General specification of parallel winding machine
1主题内容与适用范围
本标准规定了平行绕线机的技术要求、试验方法、检验规则及标志、包装、运输和贮存要 求。
本标准适用于绕制骨架截面形状为圆形或矩形线圈的平行绕线机。
本标准不适用于绕制环形、蜂房形、马鞍形线圈的绕线机。
2引用标准
GB191包装储运图示标志
GB4006.1绕组线圈圆柱形线盘型式尺寸
GB4006.2绕组线圈锥形线盘型式尺寸
GB4215金属切削机床噪声声功率级的测定
GB5080.7设备可靠性试验恒定失效率假设下的失效率与平均无故障时间的验证试 验方案
GB6109.1漆包圆绕组线第一部分一般规定

绕线机绕制线圈常见缺陷分析及解决
绕线机绕制线圈常见缺陷分析及解决
一.盐浴不良:
1.漆包线不良:从线筒中抽出部分漆包线(拉伸几下)放入盐水中可判断。
2.绕线机张力不良(过大): 放入盐水中的转子线包不规则冒泡,数值上升较慢。(过小):线在绕线过程中容易挂到钢片上且线包大而且松。
解决方法 :所经过绕线机张力系统穿过的漆包线必须通过张力对 照表用弹簧称核对后方可绕线。
3.羊毛毡结碳.各绕线机过线轮损伤.各过线小轴承损坏: 放入盐水中的转子线包不规则冒泡, ,数值上升较快。
解决方法:更换损坏羊毛毡. 过线轮. 小轴承
4.绕线机绕线模具损伤(导线模):放入盐水中的转子线包规则冒泡,冒泡位置在铁芯上部.下部或中部(每一槽在同一位置).数值上升快。
(钩线套):放入盐水中的转子线在颈部冒泡(应可 看到损伤部位)。
解决方法:检查模具.确定位置.打磨抛光。
5.绕线机调试不良造成绕线过程中分度变化(以至漆包线下线刮伤):绕线机绕线模具于钩线套中心高没调好,绕线模具平衡没调好。钩线套
绕线机位置没调好(一边高一边低),平行气缸动作不协调(一边快一边慢),绕线机转位轴中轴承不良,夹紧机构中平面轴承不良。
放入盐水中的转子线包规则冒泡(几槽在同一位置,特别最后俩组线圈)。
其它:飞叉轴承坏,飞叉主轴轴承档磨损,飞叉皮带轮轴承档磨损造成模具中心调不好。
解决:检查调试以上问题点,检查更换各轴承。
注:换漆包线时要检查线捅周边有无毛边打磨。