精密矩形线圈绕线机的张力控制
本文介绍的是设计张力控制系统的测试,尽量减小张力的变化。在模拟上进行理论的分析。仿真结果表明,漆包线由于速度的变化产生的长度变化的导致张力频繁波动。该模型的张力传感器验证了预测。成功设计的关键是消除张力的变化。我们增加一项包括高速气缸的张力系统,取代传统的羊毛毡与弹簧机构。仿真结果表明,新的原型系统几乎增加了一倍的绕线速度和承受的张力波动的能力。
关键词:张力控制,绕线机,矩形线圈,,精密绕线机.
一.引言
每年都会生产不计其数的变压器,连同电厂、变电站和电力线路,配电变压器为全国的商业及住宅提供电能。变压器制造涉及绕组线圈生产。这些线圈通常由一对铜线在匝数之间夹上的绝缘纸层制成。它们通常是圆形或长方形。
在线圈绕组上必须保持一致的张力。线圈的形状对所采用的由拉紧产生的张力产生重大影响。对于一个圆形线圈的张力不会变化显着,但矩形线圈则不同。作为一个矩形线圈,张力会随着落线点位置的不同而急剧变化。如图所示,这个速度的变化是由不断变化的线的长度导致。在圆线圈的情况下这不会有问题,因为在线圈上导线的接触点是固定的。
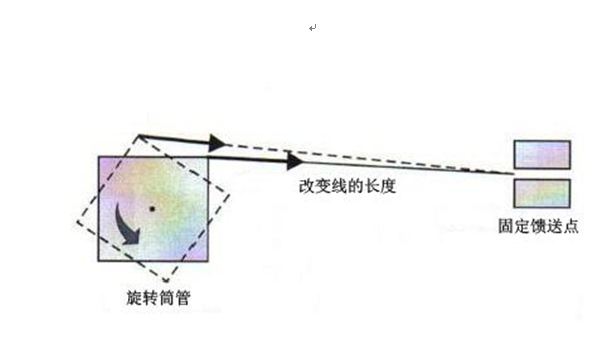
图1:速度的变化导致绕组上线长度变化
在机器上的导线和不同的主轴负荷紧张的结果各不相同,导致过度的力的变化和机械振动。这反过来可能会导致变化中的线圈漆包线交叉。当这些问题出现后,在绕制现场,纠正起来时很费时间的。会极大的影响线圈工厂的产能。当今市场上普通的适用于较粗的漆线包的张力装置,是运行在约5米/秒到30米/秒之间。我们通常的绕线速度超过10米/秒,公司的目标是0.45毫米至4毫米的线达到至少20米/秒的速度。
本文进一步考察了张力的波动问题,并且在高速的绕线矩形线圈取得一致的张力关系。在下面的部分问题的作了说明,为现有的可用技术做了综述。
二.背景
现有的绕线系统使用羊毛毡,摩擦轮,回弹杆。张力的控制是通过的固定或松开羊毛毡与弹簧的弹力来实现。
羊毛毡是最简单,最常用的线张力控制的方法之一。
漆包线穿过羊毛毡,因此压紧羊毛毡也可改变漆包线的张力。在实际操作中,张力的大小,取决于羊毛毡与漆包线之前的滑动摩擦力,当改变羊毛毡的压力时,漆包线的张力会直观地表现出来。其优点是:简单,随时可用,便宜,适应任何运行速度。缺点也是显而易见的。羊毛毡磨损很快,导致局势压力的损失,必须频繁更换羊毛毡并调整。
三.模型识别
导线从线轴穿过的张力装置,通过机器馈线孔,并上矩形线圈。理想的运行速度为每分钟1000转。给出了一个线速10 - 30米/秒,所以具体的转速实际取决于在一特定时刻线圈的大小。图3显示了由长方形线圈绕制时漆包线线速度的变化。
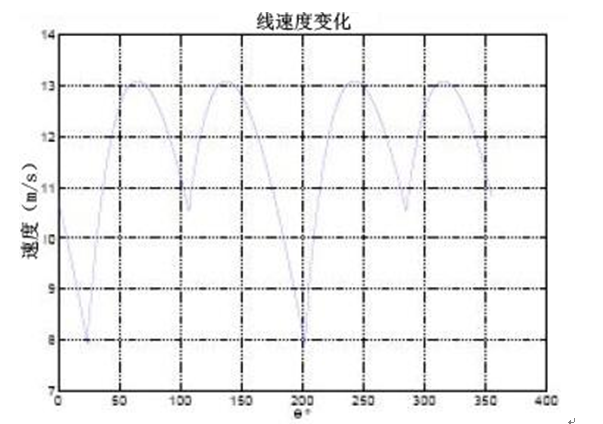
图3:线速度的变化
图4显示了线加速度的变化,这也可以通过该行或图形的速度曲线看到。
图4:线加速度变化
线路路径长度的变化,从固定的馈线点到缠线点,如图5所示。
线长度的变化
四.原型系统设计
下图中的系统集成了一个高速气缸。高速气缸在空气压力下运作。预压力取决于气压的大小。它有一个非常快速的反应,类似于高度动态弹簧。高速气缸的跟随性动作,释放和调整了的漆包线的张力。这种集成设置适应漆包线所需的一系列张力变化。
高速气缸张力系统
五.结论
矩形线圈是配电变压器的重要组成部分。由于线圈形状,线圈的漆包线张力产生波动。这些波动导致漆包线破损,漆包线排整不整齐,线圈尺寸不一致,多余的机器磨损,限制对绕线速度,并导致线圈的匝间耐压,耐温参数的降低。从我们对此张力系统的研究,发现此结果是对较粗漆包线绕制线圈工艺最合适的选择。
下方视频为精密矩形线圈绕制过程,验证了文章中张力系统的优化后稳定结果.
相关文章

协普®射频消融导管绕线机
通过与医疗器械公司的深度合作,我们的射频消融导管绕线机经过多次迭代,很大程度上提高了合作方的产品竞争力,合作方反馈,射频消融导管绕线机的绕线工艺提高了射频能量向目标组织传递的效率。精确的绕线工艺能够确保能量的有效传递,从而提高消融的效率和一致性。精密缠绕的线圈的均匀性影响消融区域的温度分布,避免局部过热或热量不足,这对于确保消融效果和减少并发症至关重要。绕线工艺的稳定性保证了在手术操作中的可靠性。高质量的绕线工艺能够承受手术操作中的拉伸和弯曲,减少断裂或功能失效的风险。高质量的绕线工艺具有更长的使用寿命,能够在多次手术中保持性能稳定,从而降低医疗成本和提高资源的利用效率。绕线工艺的质量还影响着消融过程中的精确控制。高精度的绕线工艺有助于医生更精确地控制消融区域的大小和形状,以达到最佳的治疗效果。
而且射频消融导管绕线机的设计考虑到了操作安全,减少了操作过程中的潜在风险,保护操作人员和产品免受损害。能够适应不同类型的射频消融导管生产需求,具有良好的灵活性和扩展性。专用绕线机的结构和设计通常更加简化,易于维护和保养,从而降低了长期的运营成本。
射频消融导管绕线机的优点主要体现在专业化设计、高效率生产、精确控制、质量稳定性、操作简便、节省材料、安全性、适应性强、维护成本低以及技术创新等方面。这些优点使得射频消融导管绕线机成为射频消融导管生产过程中不可或缺的关键设备。

漆包线生产工艺流程
漆包线工艺流程:放线→退火→涂漆→烘焙→冷却→收线
一、放线 在一台正常运行的漆包机上,操作人员的精力和体力大部分消耗在放线部分,调换放线盘使操作者付出很大的劳动力,换线时接头易产生质量问题及发生运行故障。有效的方法是大容量放线。
放线的关键是控制张力,张力大时不仅拉细导体,使导线表面失去光亮,还影响漆包线的多项性能。从外表上看,被拉细的导线,涂制出的漆包线光泽较差;从性能来看,漆包线伸长率、回弹性、柔韧性、热冲击都受到影响。放线张力太小,线容易跳动造成并线、线碰炉口。放线时最怕半圈张力大,半圈张力小,这样不仅使导线松乱、扎断,一段一段被拉细,而且还会引起烘炉内线的大跳动,造成并线、碰线故障。放线张力要均匀,适当。
在退火炉前安装助力轮对张力的控制有很大帮助。软铜线在室温下其最大不延伸张力约为15kg/mm2,在400℃下最大不延伸张力约为7kg/mm2;在460℃下最大不延伸张力为4kg/mm2;在500℃下最大不延伸张力为2kg/mm2。在正常的漆包线涂制过程中,漆包线的张力要明显小于不延伸张力,要求控制在50%左右,放线张力控制在不延伸张力的20%左右。
电磁阀绕线机|电磁阀线圈精密绕线机|精密绕线机
电磁阀绕线机|电磁阀线圈精密绕线机|精密绕线机:
对于精密电磁线圈,通常圈数多,要求排列整齐,而工艺设计也分为有骨架和无骨架两种.
对于无骨架线圈来讲,要求用钢制模具成型,相对而言,钢制绕线模具精度比较好控制.
在现有的电磁阀绕线机加工工艺下,钢制绕线模具两侧的尺寸做到0.01mm并不难,两侧的平行度做到0.01
mm同样不难.但是无骨架线模模钢制绕线模具的话,会产生两个新的问题,一是成型,绕完成
之后最终取出后是没有骨架的,要使线圈不散乱,必要要使用醇熔线,或是热熔线,这两种材料
相比普通的线材增加了不小的成本.第二个问题是脱模,要将一个比较厚的,绕制圈数比较多
的线圈从一个钢制模具上脱下来是件挺费力的事情,这并不像是一个小的硬币大的线圈,而且
更何况这个绕制过程本身有醇熔或热熔的粘性材料.
于是人们也用第二种电磁阀绕线机工艺,带骨架的精密电磁线圈,同样,这并不是一条很好走的工艺路线.
骨架是注塑模具成型的,不可避免有注塑制品的一些问题,比如变形,缩水,尺寸一致性等等.
但是这种电磁阀绕线机的优点同样明显,就是脱模容易,成型容易.只是因为骨架的尺寸一致性差,对绕线机
提出了更高的要求,关键的地方在于,线材,骨架结构,骨架模具,绕线工装,绕线机,每一个环节
都会影响绕线的质量,在这种情况下,我们根据自身的优势,根据客户的需求提供了完整的服务
包括骨架设计,模具结构设计,工装设计,与绕线机.在既往的成功合作中,说明了这种方式的服务有
很大的优点.

钳形电流表线圈绕线机|钳形表线圈绕线机|半圆互感器绕线机
钳形电流表线圈绕线机|钳形表线圈绕线机|半圆互感器绕线机
苏州协普电子机械设备有限公司开发的半圆形线圈绕线机,适用于半圆形骨架,铁芯,磁芯线圈的绕制.其运行运行,速度高,安全罩方便实用.上下料便捷快速,重复定位精度高.适用的产品有:半圆型互感器线圈,半圆型发热丝线圈,钳形表线圈等.