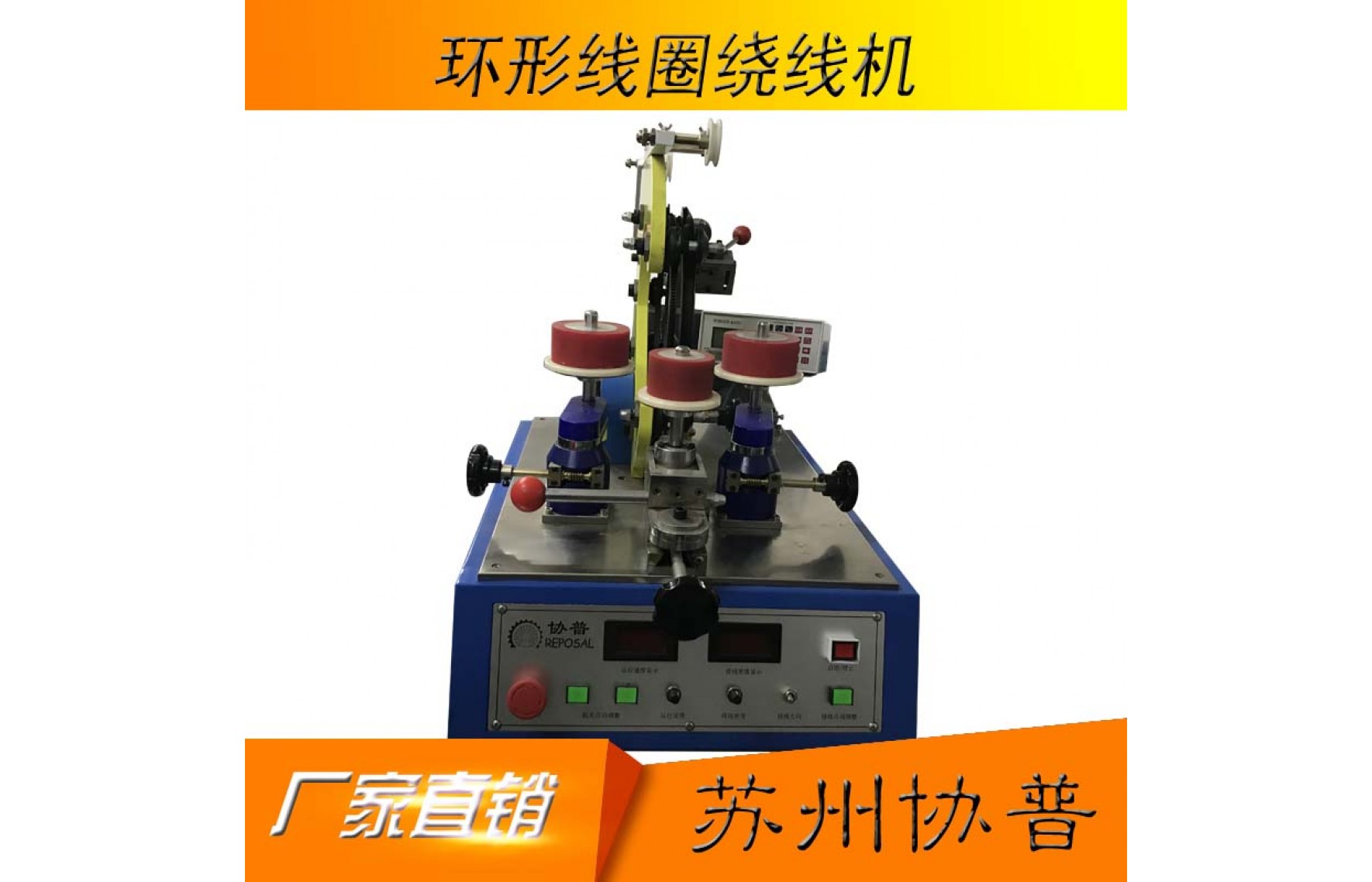
环形变压器绕线机使用视频说明
苏州协普电子机械设备有限公司专业提供:环形变压器绕线机,电流互感器绕线机,电压互感器绕线机,环形调压器绕线机,电感线圈绕线机,铁芯倒角机,平行绕线机等线圈加工设备和绕线机配件。
本公司拥有电子变压器和互感器整厂设备的研发及生产优势,有别于业界的众多拼装厂商,我们集众多绕线机行业工程技术人才经过多年研发生产经验,开发出的新一代系列绕线设备,特别是环形绕线设备,广泛应用于环形变压器、互感器、调压器、电感线圈等制造行业,得到业界诸多好评;苏州协普将不断了解用户需求加强技术研发和售后服务水平,为客户提供更专业优质的产品及服务。
协普环形变压器绕线机技术特点:
采用微电脑精密CNC数位智能程式控制器,工作稳定,操作简单,具有多项行业首创的先进实用功能。
储线环,带线器等核心部件选用优质钢材经多道工艺加工而成,耐用不变形。
采用最先进的控制电路,具有故障报警功能,功能开关都为两线控制,维修更换简单方便。
储线和绕线状态下运转速度分开设定,可以自动实现快速储线和低速绕线运行,包带机模式下也可以使用自动运行功能,操作简单,使用效率高。
加工多绕组产品时可预设多次储线和多次绕线工序,适合有多个绕组但线径/匝数又不同的产品,或是储线量单次不够的产品,免去重复装夹和人工操作,提高生产效率。
可以预设多组排线密度,绕线时设备可以自动变换预设的排线密度,在加工多绕组的产品,每个不同匝数绕组都可以按照预设的角度均匀的排列。
相关文章
精密绕线机|空心线圈绕线机|整列线圈绕线机
精密绕线机
精密绕线机对于一般绕线机,包括CNC与全自动绕线机来而言,只要求能绕完设定的漆包线匝数,从外观上大概平整即可,但是有些特殊的高要求的场合,要求漆包线的排列必须整齐无一根乱绕.
这种线圈有几个优点,一是电感的一致性非常高,二是漆包线占用空间小,漆包线达到理想的整齐排列,三是能量密度高,四是耐高温性能更好,整齐排列的情况下,漆包线之间为线接触,而乱绕的情况下,线与线之间叠加会有点接触,高温高压的情况下易击穿.

CNC绕线机控制器圈数单位的选择
绕线圈数计数单位的选择:
可以选择绕线计数单位,在显示屏上的圈数,由5位数码管组成,默认圈数计数单位为0.1圈时,此控制器可设置的最大圈数为9999.9圈。当计数单位改成1圈时,最大圈数则可以到99999圈.
R型变压器的优点与R型变压器绕线机的现状
针对这种情况,我们推出了精度高,功能齐全,使用方便稳定而且成本有优势的自动R形变压器绕线机,自推出以来受到客户广泛认同.我们的R型变压器绕线机有以下特点:
1.R型变压器绕线机专用控制器,精度高,稳定可靠,操作方便,电脑(单片机)控制,全按键操作,工作状态数码显示。
2、可存储调用1000组工艺数据,同时具有按键与或脚踏启停功能、可以在绕线过程中升速、降速。
3.手柄内置启停开关,可以提高效率,特别方便调试时使用。
4.配置一线品牌激光放大器,寿命长精度高故障率低,可稳定可靠计数,激光放大器安装结构优化,可离线圈骨架端面较远处准确可靠检测圈数,从根本上解决了探头碰撞滚轮及骨架窜动带来计数不可靠的问题。
5. R型变压器绕线机压轮采用台阶式轴承设计,可有效控制骨架在转动过程中的轴向窜动。
6、控制器功能齐全:异常报警功能,比如过载,排线方向反,超速等。
7、绕线开始与结束可以设置线性加减速功能,可消除突然加减速影响,避免乱线或断线。




环形绕线机绕线张力的分析
环形绕线机绕线张力的分析
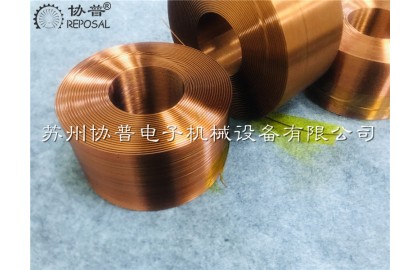
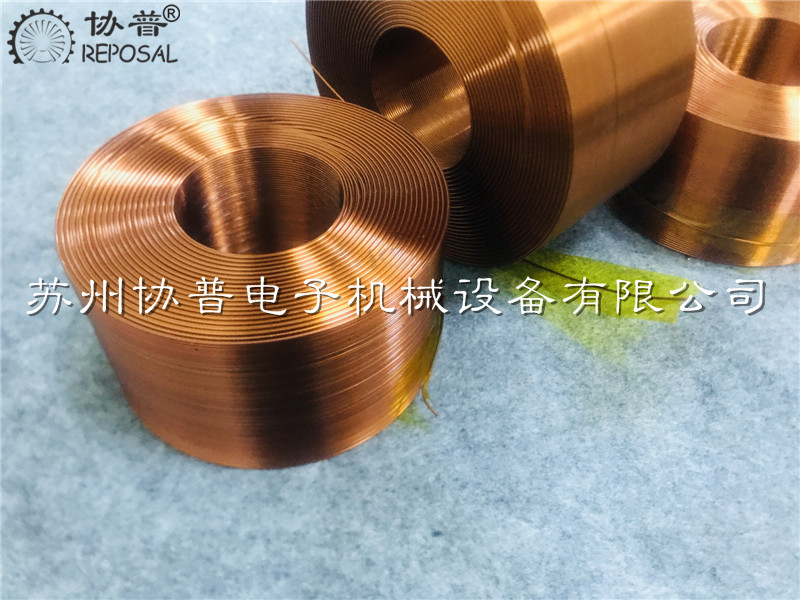
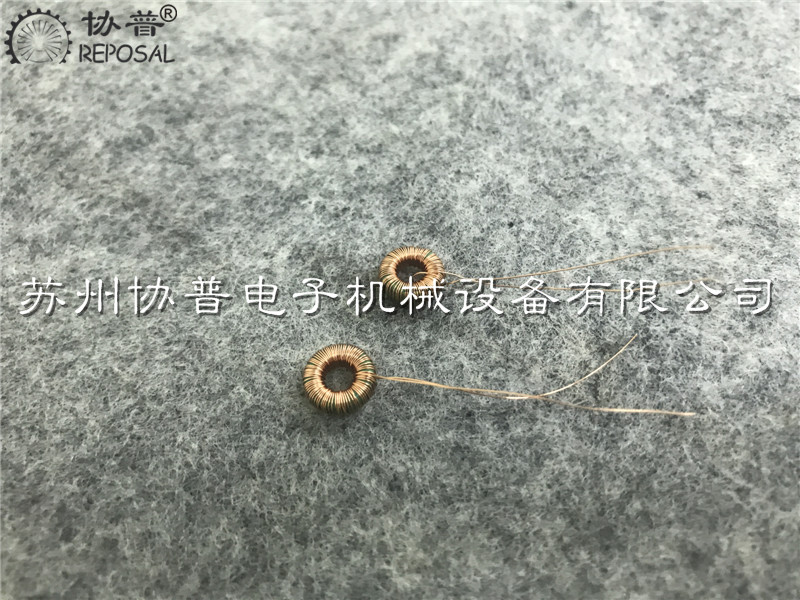
环形绕线机-环形线圈绕线机-在封闭的环形结构件上程辐射状的绕漆包线(具体参见环形绕线机使用教程):随着国内电力产业的迅猛发展,对电流互感器线圈需求量日益增大,开发电流互感器线圈绕制设备迫在眉睫为了满足市场的需求,我们在参考进口设备的基础上,开发出了电流互感器环形线圈绕线机,在设计,试验过程中,我们发现,环形绕线机的设计关键在绕线张力的控制。
该款自动绕线机由机架、放线机构、绕线机头、包带机头、夹持装置、控制系统等组成。
环形绕线机,自动绕线机,

1、环形绕线机工作原理
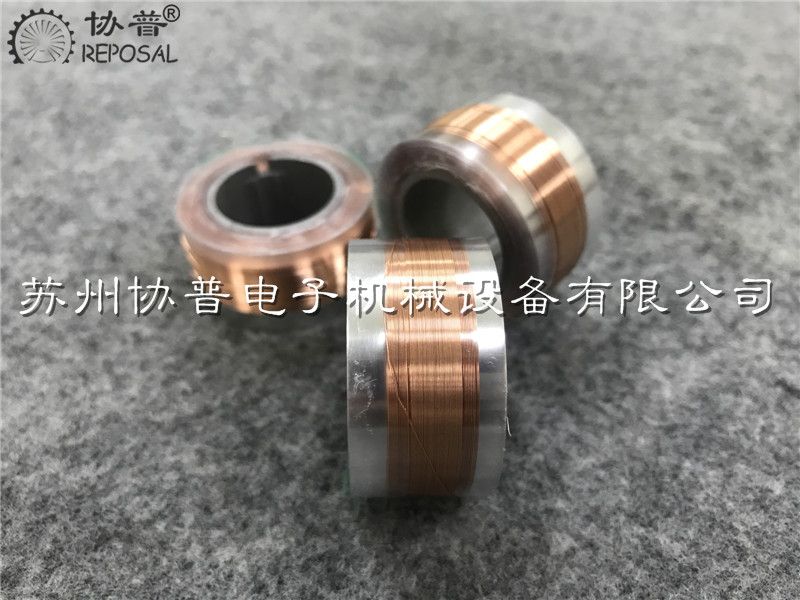
先把导线均匀的缠绕在储线环上,然后再通过梭子把缠绕在储线环上的导线缠绕在骨架上,骨架由伺服电机带动旋转,使导线均匀地排列在骨架上线缠绕到一定量时,再把带通过储线环缠绕在骨架上,然后绕制。
2、绕线张力的分析
通过我们不断实践发现,在绕制整个过程中,用适当的力把导线拉紧缠绕在骨架上,是影响绕制好坏的关键所在,因此在下面我们着重说明影响绕线张力的因素。
1.线梭转动部分的磨察力矩
2.线梭部分(包括缠在线梭内的导线)加速度变化引起的惯性力矩。
摩擦力矩的主要部分是由张力机构产生的,它阻止线梭的放线运动而把导线拉紧,产生绕线张力。
由于绕线环形面及其在绕线齿轮中偏离中心位置的影响,即使是匀速绕线,线梭的运动速度也小是均匀的,这就产生了由加速度引起的惯性力矩,影响了绕线张力。
线梭的运动速度可看作由两种速度组成:一是与绕线齿轮上的滑轮速度相等的速度Vo,一是线梭放出导线的用量的速度,前者是常数,后者的计算如下(见图1)
3.环形绕线机绕线张力的分析1
所以为了减小线梭加速度,要求:
1.骨架型面H要小,型面尽量靠近绕线齿轮中心即1值小。
2.线梭平径R应尽量小。
3.绕线速度ω不能太高(这是与提高生产效率相抵触的)。
通过图解法得山线梭速度Vx与加速度а的近似曲线,说明如(见图2、图3):
4.环形绕线机绕线张力的分析2
1.当绕线齿轮上的小滑轮处于0°位置时,线梭的速度与小滑轮速度V0相等,当а从0-60°时线梭速度逐渐加快,此时有正的加速度当。=600-180`)范围时线梭等速运动,速度为Vm>Vo。当а=180°~263°时线梭速度逐渐减小,此时有负的加速度a = 263°线梭速度与滑轮速度V相等,当а=263°~345°时,线梭速度继续减小,即低于V并有负的加速度,当а=345°时,线梭速度为最小Vo,当а=345°~360°时,线梭速度逐渐上升即有正的加速度。
2.在绕线齿轮为匀速转动时,线梭速度小会为零,所以摩擦张力机构始终起制动作用,保持导线被拉紧。
3.若Vp为线梭平均线速度; Vo为绕线齿轮上的滑轮线速度;L为电位器一圈导线的俄周长,则
4.当绕线速度ω不大:线梭平径R较小,电位器型面尺寸H也较小,型面尽量靠近绕线齿轮中心时加速度的变化是小大的,由加速度引起的惯性力矩要小得多,所以影响绕线张力的主要因素是摩擦力矩。
我们在绕线机上使用凸轮控制摩擦张力,用以克服速度变化的影响,实践证明没什么效果,反而机构复杂制造调整都不方便,通过对张力的分析,设计时应考虑:
1.尽量减小绕线齿轮和线梭的直径。
2.线梭及其传动部件的转动惯量应尽量小。
3.张力机构产生的摩擦力矩要稳定。
4.机床的起动和转动应平稳。

电机绕线机高速低模式的切换
电机排绕机,早期的控制方式为高低速模式,控制器的3号端子接变频的com端子,6号线接变频器的段速输入端子,当3号端子与6号断开时,变频器输出一个设定的高频率电源,当3号端子与6号端子断开时,变频器输出一个设定的低频率电源.后期经过改良,协普绕线机控制器的3号端子与6号端子会根据一个控制器上设定的值,输出一个0-10V的模拟电压给变频器,3号端子与6号端子接变频器的com与Ain端子(台湾东元变频器),变频器根据接收的不同的电压信号,输出不同频率的电源.
协普绕线机控制器兼容两种控制方式,可以根据客户的要求在两种方式之间切换.具体切换方法见视频说明.

绕线机的一般调试方法
 绕线机的一般调试方法
绕线机的一般调试方法
有的人看绕线机感觉有点像车床,但实际上绕线机要绕出整齐的线圈,相对于车床车出来光洁度相比较的话,要复杂很多,所以我们会发现,车床很早之前都有国标,对其各项指标都有量化标准,但是绕线机的绕线质量缩合因素很多而且很难量化.
正是因为上面的原因,一般来开始会感觉绕线机应该非常容易调试,但事实试试之后就会有些灰心,虽说绕线机调试确实要比想像的复杂,不过如果我们掌握了其本规律之后,多加练习之后也并不是很难.
首先要我们对绕线机的结构有个初步了解,否则的话,对绕线机结构不熟悉,也没有专业技术人员培训。自动对于绕线机调试就会力不从心无从下手。
绕线机基本设备由机械部件和电气控制系统组成,不过随着科技高速发展,现代自动绕线机由于集成了电气控制、传感技术、气动和机械传动、光电检测等诸多技术,所以调试起来也会比起其他电子加工设备要更加困难和精细,协普绕线机研发生产绕线机多年,对于绕线设备使用调试具有丰富经验,在这里,我们给大家做一个简单介绍,相信我们只要掌握了基本的概念和方法,多加练习之后,都可以调试出自已满意的线圈。
绕线机的三个主要参数:起绕位置、漆包线直径、绕线幅度是使用绕线机三个最重要绕线参数,常用应用于骨架线圈。