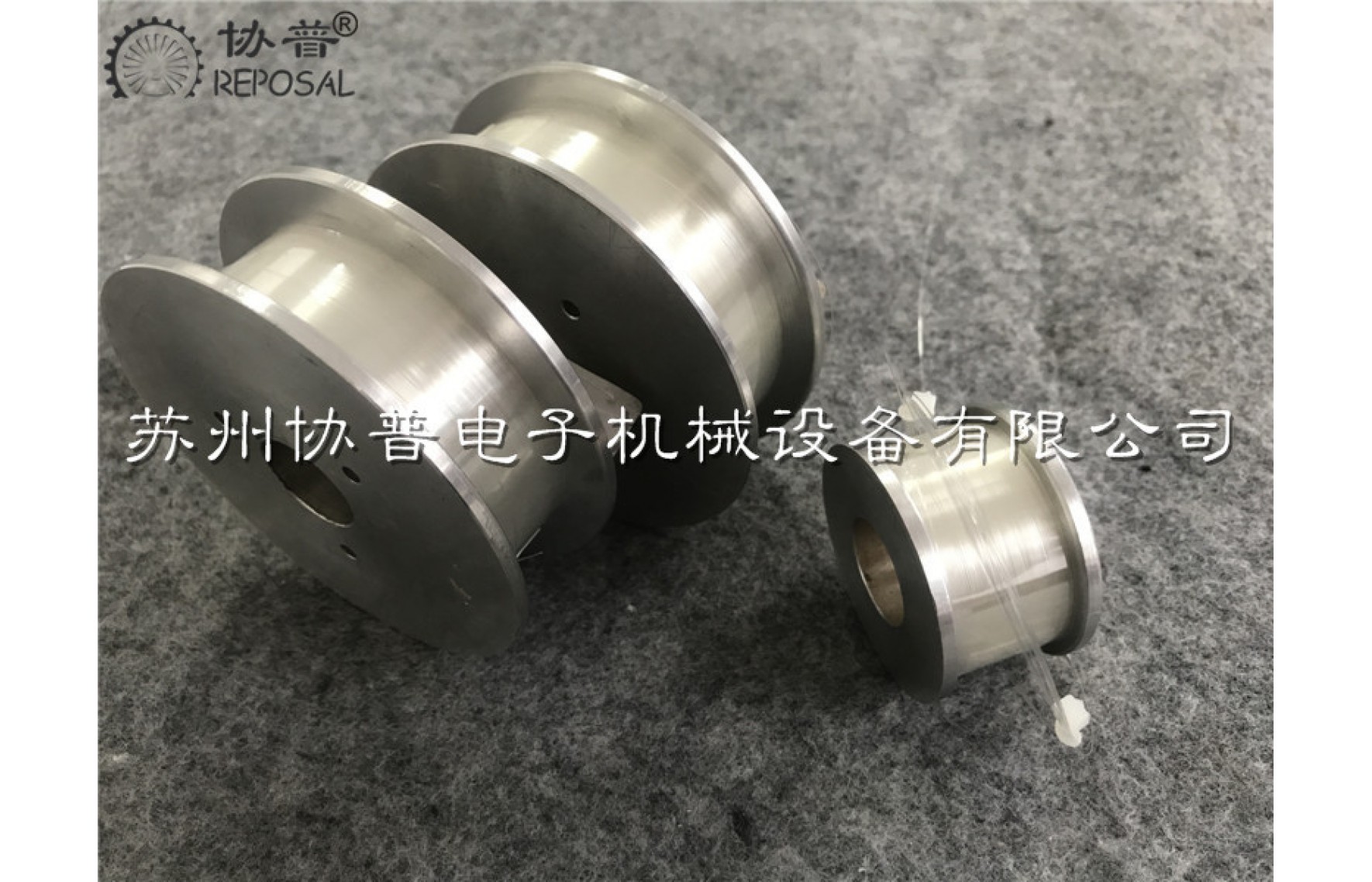
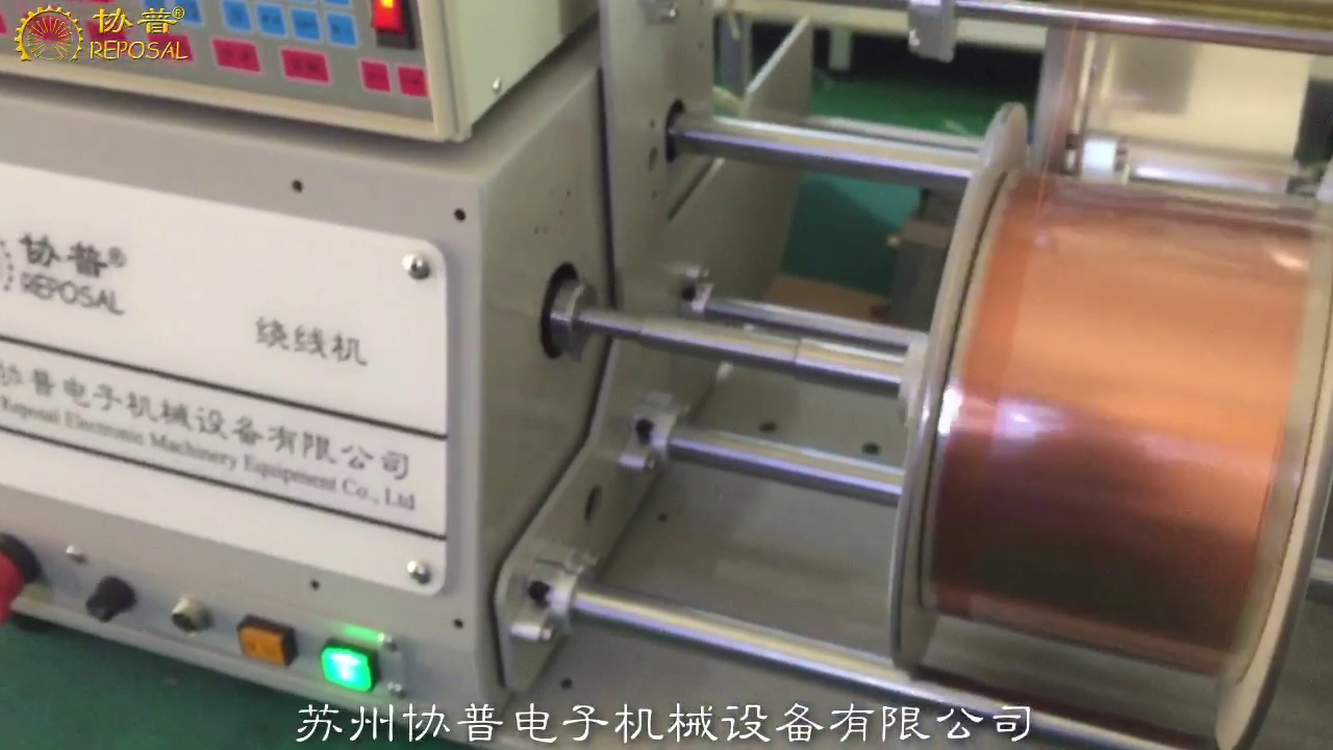
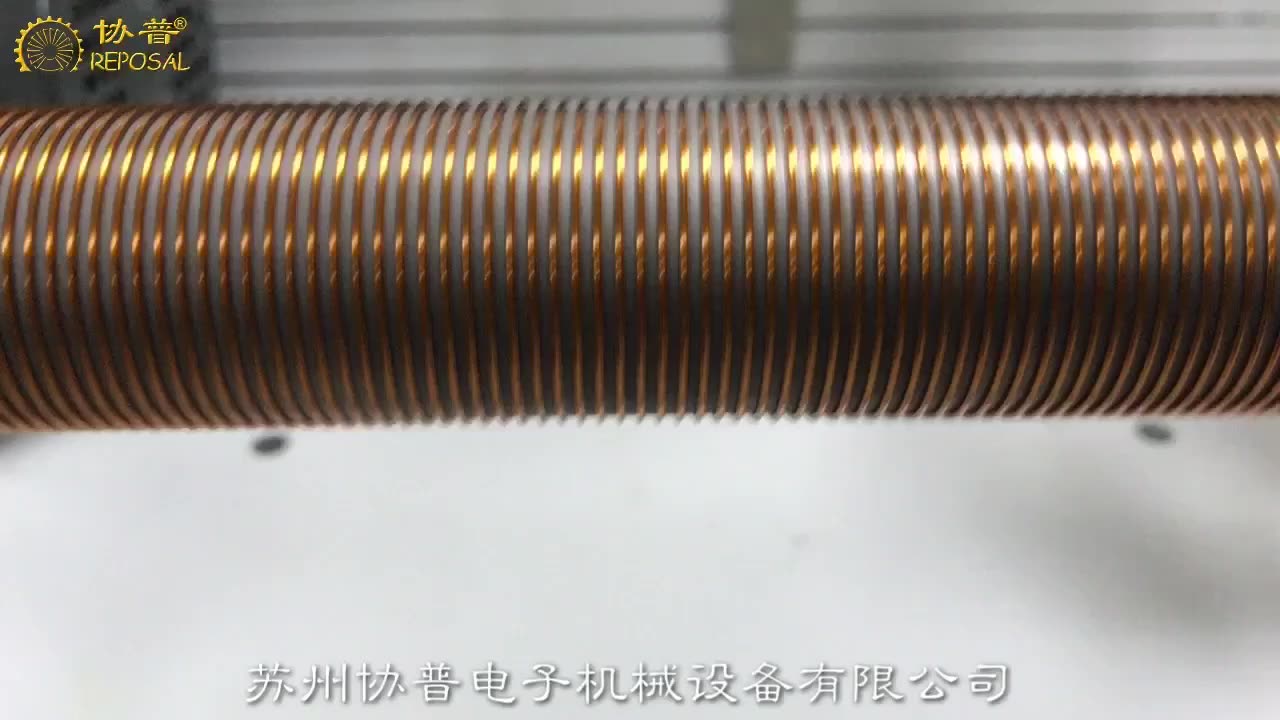
光纤陀螺绕线机-协普®绕线机
光纤陀螺仪相对于机械式陀螺仪,因无运动部件且耐冲击、灵敏度高、寿命长,所以光纤陀螺仪在高精高速定位场景得到广泛应用,将逐渐取代机电陀螺仪.
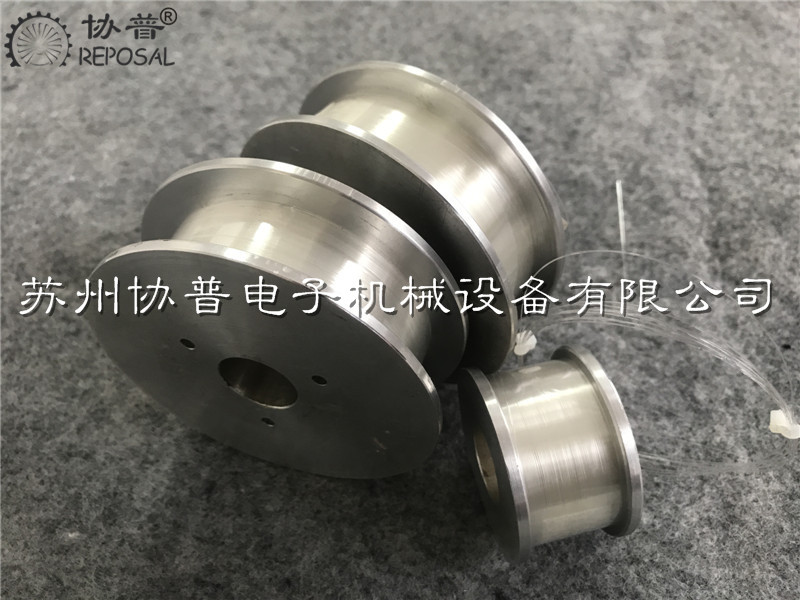
光纤陀螺仪的基本组成部分一是由光路二是电路,而光纤则是陀螺仪的核心部件,制备高精度的光纤线圈的光纤绕线机亦成为陀螺仪的关键点.
但由于其相关技术受到封锁,光纤陀螺绕线机一直是难以逾越的一项关键技术。协普电子机械设备有限公司应市场需求,积极研发光纤陀螺绕线机。
我们通过持续钻研、改进,在光纤陀螺绕制过程自动化,对各类光纤线圈的绕制方法的对比与分析,得到光纤绕制过程中张力控制与排线精度是影响绕制光纤线圈结构成型的关键因素.
通过优化前述张力控制因素与排线精度算法,合理张力的有效平稳控制,高精密排线控制的有效、可靠,过程全参数记忆,操控便利性,研制出新一代光纤绕线机,并投入生产.
随着研发成果的实际应用,我们将持续完善,生产高可靠性与高效率的光纤陀螺绕线机。
相关文章
精密电流互感器绕线机的设计与验证
 在发电厂、变电所等输、供电系统中, 电流互感器是不可缺少的一种电器。测量用电流互感器根据变换电 压时所产生的 误差规定电流互感器的准确等级。0. 2 级及以上的电流互感器一般叫做精密电流互感器,主 要用于试验室,配合标准表扩大量限,进行电流、功
率和电能的精密测量;或者作为标准,用来检验低标 准、低准确度的电流互感器;也可以与标准表配合, 用来检验相应的仪表。
在发电厂、变电所等输、供电系统中, 电流互感器是不可缺少的一种电器。测量用电流互感器根据变换电 压时所产生的 误差规定电流互感器的准确等级。0. 2 级及以上的电流互感器一般叫做精密电流互感器,主 要用于试验室,配合标准表扩大量限,进行电流、功
率和电能的精密测量;或者作为标准,用来检验低标 准、低准确度的电流互感器;也可以与标准表配合, 用来检验相应的仪表。
随着科学技术和电子应用技术的飞速发展,对电流互感器的额定一次电流和准确等级等技术指标的要求越来越高,各种类型的电流互感器需求量越来越多。从前,电流互感器大多采用环形铁芯和粗漆包线人工绕制,产品体积大、重量大,在日常绕制、加工和生产过程中,机械化程度不高,工人劳动强度大,生产效率低,所以很有必要改进电流互感器设计工艺, 研制一种新型电流互感器绕组绕线的机械设备。
协普绕线机®成功研发超精密流量管计量加热丝绕线机
8月6日,苏州协普电子机械设备有限公司自主研发的首台超精密流量管计量加热丝绕线机,顺利完成测试,各项指标性能达到国外先进国家同业水平。
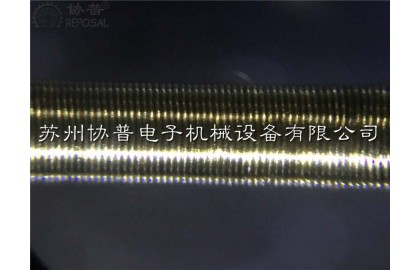
目前,超精密流量管,直径0.4mm金属管,壁厚0.1mm,内径0.2mm,绕制0.03mm特殊金属丝,有单层绕制,双层绕制,双层对接绕制,要求流量管两端无变形,金属丝排列整齐,此工艺技术长期被国外公司垄断,价格高昂,严重制约我国超精密流量计的研究与成果落地。
超精密流量管计量加热丝绕线机是自主创新能力的重要标志,本设备的研究突破了精密绕线技术的多项关键技术,优化了工艺及机械结构。下一步,苏州协普电子机械设备有限公司将进一步优化设计及生产工艺,降低整机成本,使之更好地推向市场,加快推动国产化精密绕线机的应用及产业化。
常见变压器绕线机的分类及区别
常见变压器绕线机的分类及区别
选择合适的绕线机是生产线圈的关键,绕线机作为基础设备它的种类有很多,本文主要以变压器绕线机为例,讲讲它的分类及区别,一般按照变压器电压等级或容量来划分,常见的有普通数控绕线机、自动绕线机和箔式绕线机以及立式绕线机等等。

漆包线生产工艺流程
漆包线工艺流程:放线→退火→涂漆→烘焙→冷却→收线
一、放线 在一台正常运行的漆包机上,操作人员的精力和体力大部分消耗在放线部分,调换放线盘使操作者付出很大的劳动力,换线时接头易产生质量问题及发生运行故障。有效的方法是大容量放线。
放线的关键是控制张力,张力大时不仅拉细导体,使导线表面失去光亮,还影响漆包线的多项性能。从外表上看,被拉细的导线,涂制出的漆包线光泽较差;从性能来看,漆包线伸长率、回弹性、柔韧性、热冲击都受到影响。放线张力太小,线容易跳动造成并线、线碰炉口。放线时最怕半圈张力大,半圈张力小,这样不仅使导线松乱、扎断,一段一段被拉细,而且还会引起烘炉内线的大跳动,造成并线、碰线故障。放线张力要均匀,适当。
在退火炉前安装助力轮对张力的控制有很大帮助。软铜线在室温下其最大不延伸张力约为15kg/mm2,在400℃下最大不延伸张力约为7kg/mm2;在460℃下最大不延伸张力为4kg/mm2;在500℃下最大不延伸张力为2kg/mm2。在正常的漆包线涂制过程中,漆包线的张力要明显小于不延伸张力,要求控制在50%左右,放线张力控制在不延伸张力的20%左右。

牵引电机绕线机的工艺要求
牵引的电机主要用于铁路干线电力机车、工矿电力机车、电力传动内燃机车和各种电动车辆(如蓄电池车、城市电车、地下铁道电动车辆)上.
其线圈在绕线机绕制过程中,受到的约束主要来自设计要求与工艺条两方面.具体表现在:
线圈和绕组的结构设计,除必须符合电气性能和温升限度要求外,还必须注意现有绕线机的适用性,电磁线和绝缘材料的经济合理使用,结构简单,制造方便,即应具有良好的工艺性。为了达到较好的工艺性及可靠性,有一些控制点必须在前期考虑到,对于该类问题,协普绕线机与各位分享一些内容。

特殊的微型永磁脱扣器线圈绕线机
如图所示,此微型永磁脱扣器线圈,被ABB,伊顿EATON穆勒的紧凑型断路器广泛应用,结构紧凑,在一尺寸微小的金属结构支架上,绕制一个与此金属结构件彼此封闭的吸合线圈,看似简单,但其设计工艺性极强,所以一直成为业界企业在此类产品上实现国产化的行业壁垒。
协普®绕线机以专业专注之姿态,蒙国内断路器行业技术先进客户之信任,全力以赴,成功逆向破解此一工艺流程,助力协普®绕线机的客户将此产品顺利国产化。


绕线机的调试方法和视频
绕线机的调试方法和视频
一、 绕线机开机之前的准备工作.
作为一种精密设备,为使绕线机能长期保持好较好的工作精度,同时绕线机作为以旋转为主要运动特点的设备,为保证制程安全,所以工机之前我们需仔细检查绕线机工作台上有无杂物,绕线机上的螺丝有无松动,电源开关有没有连接好,漆包线的规格是否符合要求,确认以上问题点都没有问题才可以开机。
二、 精密绕线机的参数设置
按绕线机控制器上的复位键,或是按下绕线机正面的复位按钮,绕线机将自动复位,此时如果需要根据生产安排设置好绕线机参数。则依次按绕线机控制器上的“步序设定””输入”按钮,然后再按输入键,光标则依次在屏幕上的提示灯处依次向后跳跃“起绕点”、“幅宽”、“线径”、“圈数”、“起绕慢撤”、“停止慢车”、“高速”、“低速”、“排线方向”、“绕线方向”等参数,最后按“确认”键确认,并按”复位”键机器存入数据并自动复位,参数设置完成。
在按步序设定输入进入设置界面后,注意,再按输入为向后翻,按-号为往前翻,翻到每个参数都可以根据实际工艺要求键入相应的数字,在起绕点的这个参数时,可以通过键入数字的方式修改参数,也可以通过绕线机控制器右下方的向右或向右的键头为实时调整位置,同时,其参数框的数字会相应实时改变.
绕线机绕制线圈常见缺陷分析及解决
绕线机绕制线圈常见缺陷分析及解决
一.盐浴不良:
1.漆包线不良:从线筒中抽出部分漆包线(拉伸几下)放入盐水中可判断。
2.绕线机张力不良(过大): 放入盐水中的转子线包不规则冒泡,数值上升较慢。(过小):线在绕线过程中容易挂到钢片上且线包大而且松。
解决方法 :所经过绕线机张力系统穿过的漆包线必须通过张力对 照表用弹簧称核对后方可绕线。
3.羊毛毡结碳.各绕线机过线轮损伤.各过线小轴承损坏: 放入盐水中的转子线包不规则冒泡, ,数值上升较快。
解决方法:更换损坏羊毛毡. 过线轮. 小轴承
4.绕线机绕线模具损伤(导线模):放入盐水中的转子线包规则冒泡,冒泡位置在铁芯上部.下部或中部(每一槽在同一位置).数值上升快。
(钩线套):放入盐水中的转子线在颈部冒泡(应可 看到损伤部位)。
解决方法:检查模具.确定位置.打磨抛光。
5.绕线机调试不良造成绕线过程中分度变化(以至漆包线下线刮伤):绕线机绕线模具于钩线套中心高没调好,绕线模具平衡没调好。钩线套
绕线机位置没调好(一边高一边低),平行气缸动作不协调(一边快一边慢),绕线机转位轴中轴承不良,夹紧机构中平面轴承不良。
放入盐水中的转子线包规则冒泡(几槽在同一位置,特别最后俩组线圈)。
其它:飞叉轴承坏,飞叉主轴轴承档磨损,飞叉皮带轮轴承档磨损造成模具中心调不好。
解决:检查调试以上问题点,检查更换各轴承。
注:换漆包线时要检查线捅周边有无毛边打磨。


钳形电流表线圈绕线机|钳形表线圈绕线机|半圆互感器绕线机
钳形电流表线圈绕线机|钳形表线圈绕线机|半圆互感器绕线机
苏州协普电子机械设备有限公司开发的半圆形线圈绕线机,适用于半圆形骨架,铁芯,磁芯线圈的绕制.其运行运行,速度高,安全罩方便实用.上下料便捷快速,重复定位精度高.适用的产品有:半圆型互感器线圈,半圆型发热丝线圈,钳形表线圈等.

齿轮式环形线圈包胶带机
齿轮式环形线圈包胶带机
齿轮式环形线圈包胶带机相对于皮带式环形线圈包胶带机,加工范围更大,储带量更多,我们公司的齿轮式环形线圈包带机,经过优分,可以包聚脂薄膜,聚酰亚胺,布带,玻纤带等.
我们现在把齿轮式环形线圈包胶带机的夹持座打开,储带环打开,然后产品放上去,储带环扣上,夹持座合并,然后注意绝缘带的话一定要从剪刀中间经过,等一下要靠剪刀把它剪断,然后从储带环上面的任意一个轴承从外往里穿进去,固定好储带环后面胶带头。前面几圈比较慢,是因为在储带。好,产品完成了,现在我们把它取下来,然后储带环合上,夹持座复原。