Precision Winding Machine | Hollow Coil Winding Machine | Whole Column Coil Winding Machine
Precision winding machine
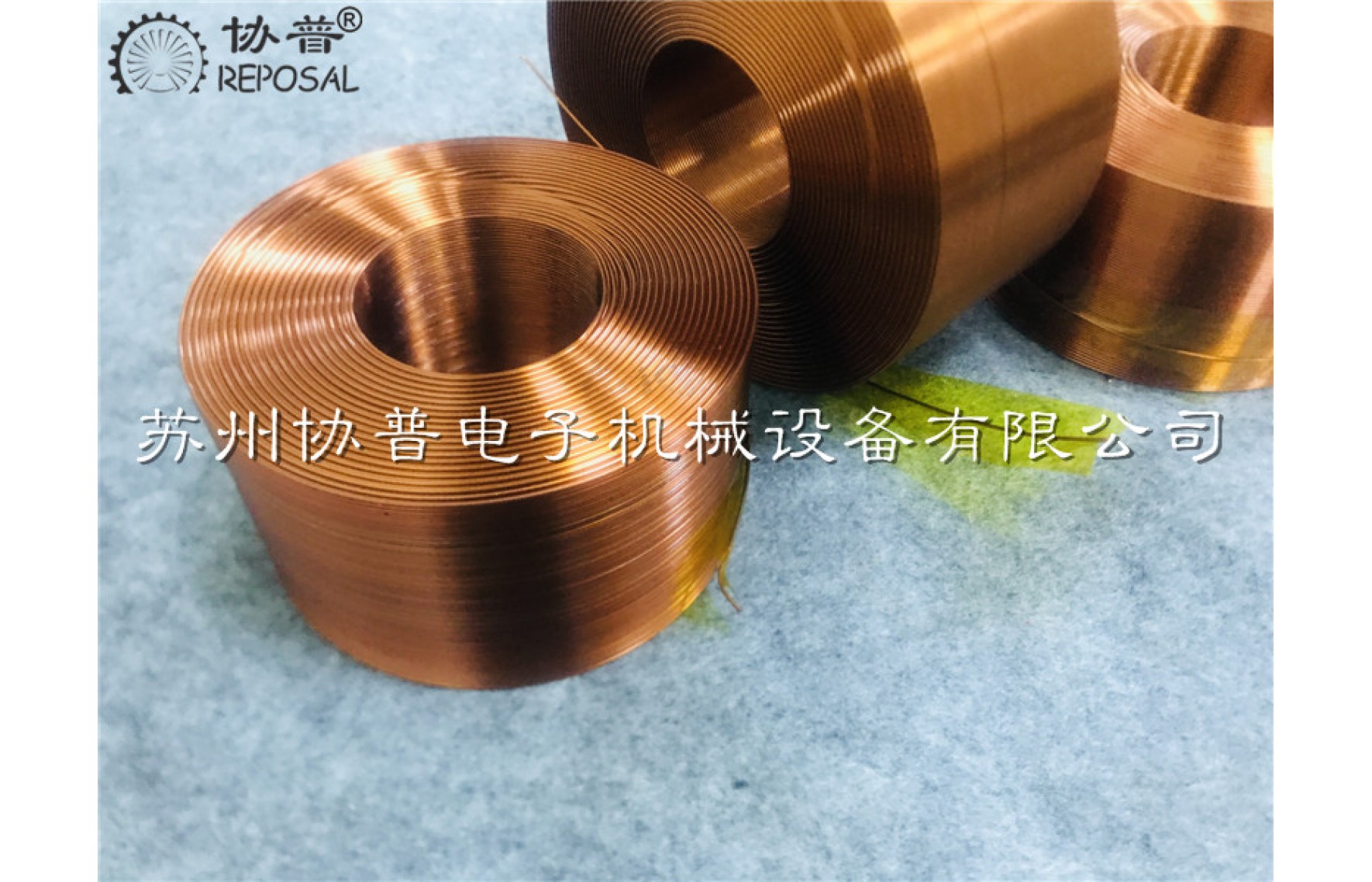
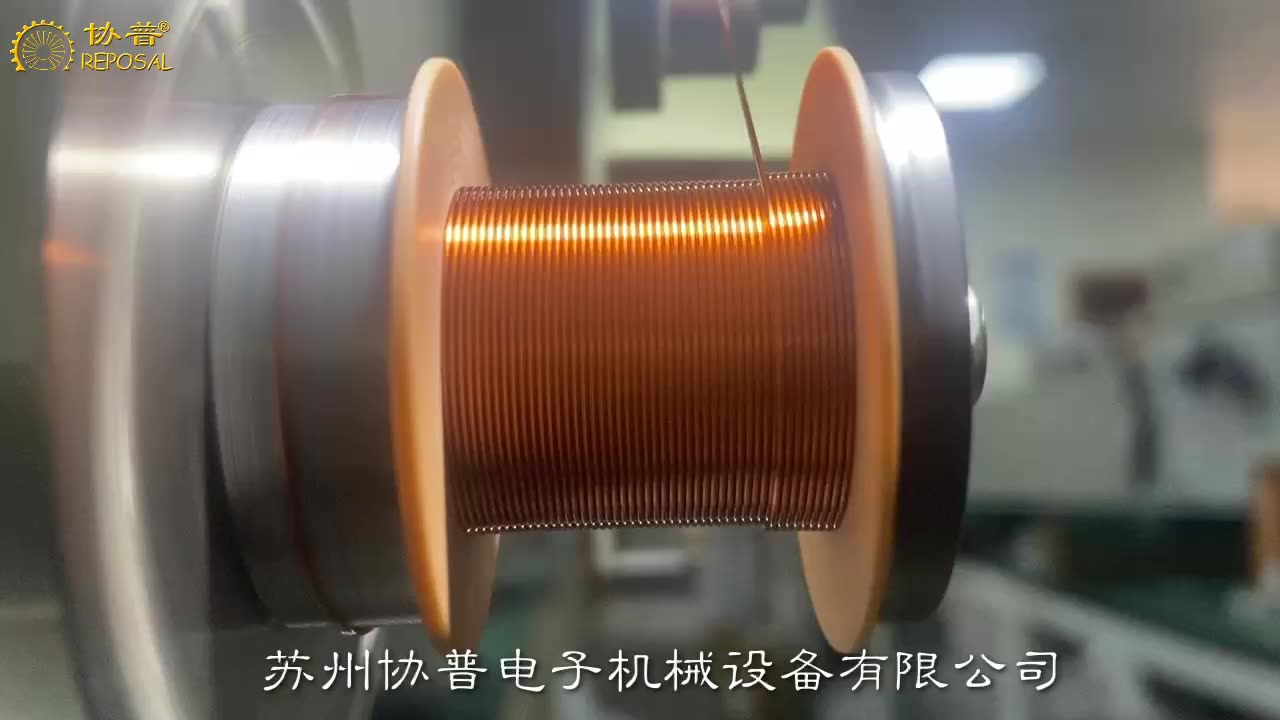
Precision winding machine For general winding machines, including CNC and automatic winding machines, only the set number of turns of enameled wire is required to be wound, and the appearance is roughly flat, but there are some special high-demand occasions , It is required that the arrangement of enameled wires must be neat without a random winding.
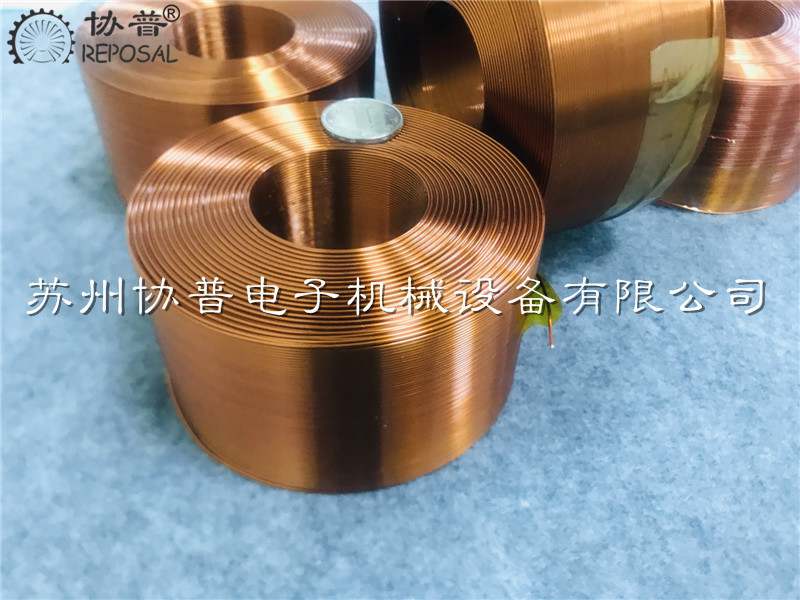
This kind of coil has several advantages. First, the consistency of inductance is very high. Second, the enameled wire occupies less space, and the enameled wire can reach the ideal neat arrangement. Third, the energy density is high. Fourth, the high temperature resistance performance is better. , The enameled wires are in line contact, and in the case of random winding, the superimposition between the wires will have a little contact, and it is easy to break down under high temperature and high pressure.
The coil in this case video has an enameled wire diameter of 0.8mm and a total number of turns of 3250 turns. The inside of the coil is round, the winding is stable and easy to operate, and the enameled wire is arranged in 50 layers. There is a large redundant space for the customer's research and development needs.
At present, the precision coil winding machines on the market are mainly arranged neatly between 10-30 layers, and the technology is mainly mastered by Japanese and European and American winding machine manufacturers represented by Marsilli, Odawara and Nittoku.
At present, there is a huge coil market in my country, but most of them are subject to the constraints of high-precision winding machines, and only medium and low-end coils are processed. The processing accuracy is not high and the added value is low. However, the development of domestic precision winding machines is far from enough. industry demand.
After years of technical precipitation, numerous tests and unremitting efforts, REPOSAL® winding machine has finally moved the precision winding machine from the experimental stage into the production stage. The situation that domestic precision coil winding is controlled by precision winding machine is alleviated, so that more production and R&D units are no longer troubled by this.
We have been adhering to the mission - to win the trust and support of customers and consolidate the brand value of products by providing customers with more competitive solutions and equipment.
Related Post

REPOSAL® releases layer-wound high-voltage package full-automatic interlayer insulation winding machine
REPOSAL® releases layer-wound high-voltage package full-automatic interlayer insulation winding machine

Suzhou Xiepu Electronic Machinery Equipment Co., Ltd. successfully released the SP-D102M7 model of layer-wound high-voltage package automatic interlayer insulation winding machine-this model greatly improves the winding efficiency of layer-wound high-voltage package coils, and the coil is consistent Sex. The REPOSAL® winding machine reduces the winding cost of the layer-wound high-voltage package. In the new model, it has added a compact insulation belt automatic cutting mechanism, and high-quality solutions such as dynamic balance performance after multiple skeletons are wound.

Horseshoe hollow cup motor coil and winding machine
Horseshoe hollow cup motor coil and winding machine
In recent years, China has paid more and more attention to hollow cup motor and automatic winding technology, and has made good progress and breakthroughs in the research and development and manufacturing of winding machine equipment.
One of the key reasons for the impact on the performance of the motor is the rotor coil in the motor, the rotor in the hollow cup motor has no iron core, small inertia, excellent functionality and a wide range of applications. In addition, in the research and development of coil winding equipment, the saddle-shaped coil arrangement is regular, and the utilization efficiency of magnets is high.

Compared with the old traditional motor with an iron core, the energy conversion efficiency is significantly higher than the latter, and the reaction speed will be much faster, and the hollow cup motor has high efficiency, fast response speed and stable performance. Because the hollow cup motor has no lag, additional electromagnetic interference is low, very high motor speed can be achieved, and the speed setting is sensitive at high speed, so it has relatively stable and stable performance. In addition, the energy density of the hollow cup motor is much greater than that of other motors, and the weight will be much less than that of an iron core motor with the same power.
Now according to the forming method of the coil, in the hollow cup motor coil, its production technology can be roughly divided into two process routes: winding production technology and one molding production technology.
Compared with the two methods, the first winding production technology is more complex, and the efficiency of winding the coil is relatively low. In order to improve the winding efficiency of coil production, the winding machine can be added to the production process of one molding. According to the hollow cup coil shape and winding method, the common hollow cup winding method can be divided into three kinds of parallel straight winding, saddle winding and oblique winding. The first parallel straight winding is generally used for hollow cup motor winding with relatively few turns. The last two are the two coil winding processes commonly used by the relatively advanced hollow cup motor manufacturers abroad.

REPOSAL ® winding machine to overcome guidance fiber wire winding process difficulties
Guidance communication has an excellent application prospect, but the guided fiber wire package needs to be wound long distance without defects, but because the surface of the fiber is smooth, brittle and easy to break, as well as the residual stress generated by the micro bending will make the signal attenuation, so it is more difficult to wind than other fibers, making long distance fast fiber automatic winding without defects has become a major issue. REPOSAL® winding machine, as a professional winding process solution provider, has been developing process research on precision winding of guided fiber wire packages for many years. Good progress has been made and REPOSAL® special winding machine for guidance fiber wire wrap developed by the winding machine can set reliable process instruction information according to process requirements and accurately execute control commands to finally finish the long distance guidance fiber wire wrap without defects. In the whole research project, we focus on solving three problems of guidance fiber optic wire wrapping system: tension control. Winding system, feeder system, and expand as follows.
Study on the control of the speed curve of the coiling machine for precision coiling machine
Your factory is using a traditional winding machine, your wire machine structure is reasonable, high mechanical accuracy, the motor is also used a big brand of motor, but in the winding of precision coils, there will be a high defect rate, you carefully analyze before improving various factors - equipment structure, processing accuracy, tooling accuracy, skeleton accuracy, enamel wire quality, tension control, etc. But it still doesn't solve the problem. But to tell you that it's not just a hardware problem, but an algorithm problem, may surprise you. Because in your opinion, every time the spool is transferred, the spool has a corresponding response, but in fact, you may not have considered that in the winding process of the precision coil, the wire guide pin is connected at both ends of the coil, and the sudden change in speed may cause the coil to cross the line and be raised. These defects can degrade the performance of the coil.
To solve this problem, we propose an acceleration and deceleration method based on 5-segment S-curve. The algorithm uses linear acceleration or deceleration at the end and end of the line motion control to help reduce coil defects. We first verify the feasibility of the algorithm by using ADAMS software. The software simulates the motion of the precision winding coil and obtains the velocity curve and displacement curve during the motion. Later, the experimental results show that the method of adopting S-curve in the alignment speed control can reduce the coil defect by up to 50%. This shows that the 5-section S-curve motion control algorithm is a promising method to improve the precision and efficiency of the winding process of electric precision coils. By using this algorithm, coil manufacturers can reduce the risk of coil defects and improve coil performance.
Winding machine is a special production equipment for precision winding coils. They can be divided into stator winding machine, flying fork winding machine, ring winding machine and flat winding machine according to the working mode and object. Different types of equipment are suitable for the production of different objects. For example, the stator winding machine is mainly used to produce motor stator coils, while the parallel winding machine is used to produce electromagnetic switching coils.
Ordinary algorithm of parallel winding machine in the production of precision winding coil products, although our mechanical structure, parts processing accuracy has been done very well, but often there is a problem of low wiring accuracy. In the process of winding a line coil, there are two main movements, one is the rotating movement of the skeleton, which is called winding movement, and the other is the translation movement of the guide needle, which is called wiring movement, and wiring transport is matched with winding movement. After years of technical accumulation, we analyze that the leading role in the alignment accuracy is the alignment movement of the guide needle. Therefore, if you want to improve the alignment accuracy of the coil, you need to optimize the alignment movement of the guide pin.
In fact, we have always believed that the winding machine is equivalent to the lathe in the electrical industry, its importance is self-evident, so for its accuracy, there have been many experts and scholars to study this.
Some people studied the mathematical model of precise alignment based on axial pressure compensation around the axis in the process of alignment. The axial pressure was used to improve the alignment regularity of the coil, and the mathematical model was established according to the analysis of the end point of the coil alignment, which improved the alignment accuracy of the coil.
Some people use the 5-section S-curve control algorithm and the 7-section S-curve control algorithm respectively in the research. In motion control, the 7-section S-curve is more complicated than the 5-section S-curve control. This method has achieved more results in the field of CNC machining, but it is not mature in the field of winding machine.
The tension instability caused by the friction between the enamelled wire and the conductor nozzle during coil winding has been studied, which leads to the uneven wiring of the coil and the breakage of the enamelled wire.
Some people have studied the low efficiency of the winding machine in the traditional winding control because of the inertia error in the process of the winding machine. Instead, the servo motion wiring and the inertia error supplement are used to improve the control efficiency of the winding machine.
PLC control is commonly used in the winding machine wiring control system, through PLC control servo motor can realize the winding machine wiring control, both PLC control stability and high precision servo motor advantages. However, there is a sudden impact of guide pin speed in the coil alignment of parallel winding machine, so it is necessary to further optimize the change of guide pin running speed to improve product quality and the smoothness of wire alignment speed. The S-curve algorithm is a kind of smooth transition of speed in the process of motion, which is often used in machining to solve the problem of breaking the tool caused by speed impact and improve the precision of machining products. In the winding machine, the speed of the guide needle can be changed into an arc smooth transition by controlling the movement track of the guide needle, improving the alignment accuracy and product quality.
To sum up, an algorithm based on 5-segment S-curve motion control is proposed to solve the problem of velocity shock in the process of coil alignment by analyzing the law of coil alignment. ADAMS software is used to simulate the trajectory of the guide pin to verify the feasibility of the algorithm. And the application of the example proves that the 5-section S-shaped curve can effectively solve the phenomenon of crossing and protruding in the process of winding, and improve the precision of winding.
Coil wiring principle
The winding method is flat winding, that is, the enameled wire moves synchronously with the guide pin and always keeps perpendicular to the skeleton during winding. The frame is driven by the winding motor with the guide needle movement, the enameled wire is wound on the skeleton, in which the guide needle is located in the wiring arrangement mechanism and the winding mechanism are two independent mechanisms. The winding mechanism is divided into three stages according to the motion process of the guide pin, namely acceleration and deceleration stage, uniform speed stage and end point return stage. The acceleration and deceleration stage can be divided into two parts: acceleration stage and deceleration stage. In the early stage of the alignment movement, the guide pin speed from zero to uniform speed belongs to the acceleration stage. At the end of the alignment movement, the process of decelerating until the speed reaches zero is a deceleration stage. The middle constant velocity stage is the constant velocity motion stage of the guiding needle. The terminal reentry stage is a process in which the guide needle accelerates backward again after slowing down and stopping. Here we explain:
Acceleration and deceleration stage
In order to arrange the lines evenly, the two movements of guide pin movement and skeleton rotation should meet certain coordination relations during acceleration and deceleration stage. The time for the guide needle to move one diametral width distance must be equal to the time for the skeleton to rotate once, that is, the guide needle to move just one diametral distance when the skeleton rotates once.
REPOSAL® winding Machine successfully overcomes the polarization grid precision winding technology
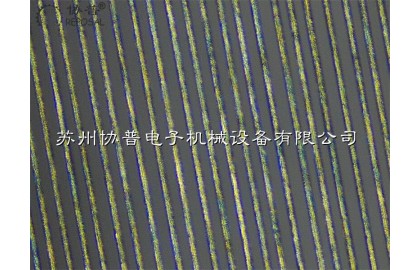
Since these polarized wire grids, which are wound by precision winding machines, have no underlying substrate, they have the advantage that they are not affected by substrate related dispersion and absorption, and there is no beam deviation during transmission. This provides a thin, compact and versatile polarization element with a high degree of polarization over a wide transmission range.
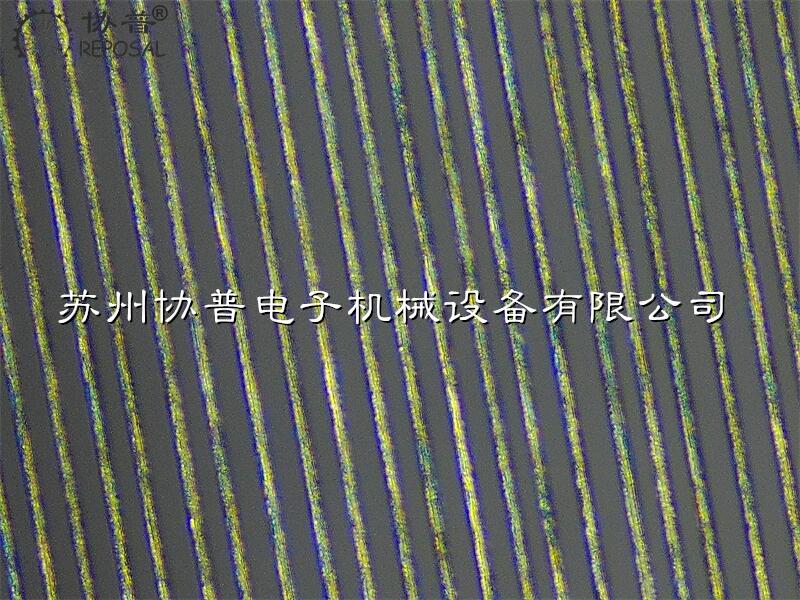
At present, because there is no professional winding machine, most of the polarization grid used in our country is imported polarization grid, and the price is expensive; However, the domestic processing method of wire grid mainly uses manual winding, which has low precision and long production cycle. At the same time, the winding machine at home and abroad is mainly used in electronic components, sensors, etc., the control variable is relatively single, and the main control mode is tight layout, even the high precision winding machine, there are few equal spacing layout for the polarization line grid, so the accuracy can not meet its needs. Therefore, it is very important for the coiler to overcome the polarization grid precision winding technology.
The advantages of Type R transformer and the status quo of type R transformer winding machine
Although R type transformer is widely used, but in fact the production of manufacturers are not many, the reason is limited by the R-Core transformer winding machine, so far, there are many R-Core transformer winding machine is the principle of manual wiring, so its winding production efficiency is relatively low, Up to now, many factories are using manual winding in the winding of R-shaped transformers.
In response to this situation, we have launched an automatic R-Core transformer winding machine with high precision, complete functions, easy to use, stable and cost advantages, which has been widely recognized by customers since its launch. Our R type transformer winders have the following features:
1. R-Core transformer winding machine special controller, high precision, stable and reliable, easy to operate, computer (single chip microcomputer) control, full key operation, working state digital display.
2. 1000 sets of process data can be stored and called, and it has the function of button and foot start and stop, and the speed can be increased and decreased during the winding process.
3. Handle built-in start-stop switch, which can improve efficiency, especially convenient for debugging.
4. The configuration of a first-line brand laser amplifier, long life, high precision, low failure rate, stable and reliable counting, laser amplifier installation structure optimization, can be far away from the coil skeleton end face accurate and reliable detection of the number of turns, fundamentally solve the probe collision roller and skeleton movement brought about by the count unreliable problem.
5. R-Core transformer winding machine press wheel adopts step bearing design, which can effectively control the axial movement of the skeleton in the rotation process.
6, the controller has complete functions: abnormal alarm function, such as overload, reverse wiring direction, speeding and so on.
7. Linear acceleration and deceleration function can be set at the beginning and end of winding, which can eliminate the sudden acceleration and deceleration effect and avoid disorderly or broken lines.

REPOSAL® winding machine wire guided missile fiber winding forming technology has made a new breakthrough
REPOSAL ® winding machine wire guided missile fiber winding forming technology has made a new breakthrough
Fiber optic guidance of wire-guided missile is a closed-loop guidance and control of controlled missile by bidirectional transmission of information and control signals between missile and launcher using special fiber optics.
Fiber optic guidance belongs to the wire guidance of remote control guidance, its advantages are not only high precision, strong anti-interference ability, can be equipped with optical cable shaft, micro camera, missile launch tail will release fiber, can control the missile and obtain target information.
The winding and release technology of optical fiber is a key technology of optical fiber guidance. At present, we have not realized automatic production in the production of optical fiber winding in our country, so we rely on the winding technical personnel's proficiency very high. The cross-turns working procedure of the winding process is still mainly manual operation, low production efficiency, high error probability and low consistency.
In addition to other ways to solve the high speed release of optical fiber, an important way is to ensure the smooth release of optical fiber through optical fiber winding. Optical fiber winding technology is the requirement of the pointer to the optical fiber guided missile and the technology of winding the optical fiber on the spool. In view of the unique properties of optical fiber and the special use of optical fiber guided missile, optical fiber winding becomes a complicated technical problem. In the process of automatic winding, the technical difficulties related to the properties of optical fiber are as follows:
REPOSAL ® winding machine has successfully realized the coil preparation process of the frameless capillary magnetic liquid acceleration sensor
In particular, the non-magnetic material in the magnetic liquid will be subjected to a magnetic field force in the non-uniform magnetic field, which makes many magnetic liquid acceleration sensors can be designed based on this characteristic.
These characteristics make the magnetic liquid acceleration sensor has many advantages compared with the traditional acceleration sensor, such as no wear, high sensitivity and simple structure.
However, most of the existing magnetic liquid acceleration sensors use solid mass blocks as non-magnetic substances, and use coils to detect changes in inductance under different accelerations to obtain output signals. However, its disadvantage is that it leads to complex magnetic circuit and poor sensor stability.
A new solution emerged -- the capillary magnetic liquid acceleration sensor, good stability, simple magnetic circuit, accurate and reliable measurement results and long service life.

REPOSAL® Winding Machine successfully overcomes the difficulty in the winding process of closed coils of fixed-length titanium plates with loops.
REPOSAL® Winding Machine successfully overcomes the difficulty in the winding process of closed coils of fixed-length titanium plates with loops.
These tiny looped titanium plates are shown here, small metal structures approximately 12mm long, 4mm wide and 1.5mm thick, and have a row of four circular holes through them, two of which are for The main body pulls the suture through, and the other two upper holes are used for the passage of another group of seam lines. The structure is small in size, and it is necessary to form a closed connecting loop through the structural member, and the closed connecting loop is formed by twisting the yarn fibers of the loose structure. A closed high-strength braided coil is passed through the middle, which seems simple, but its core technology is reflected in the Loop, that is, a high-strength coil, which is woven evenly, tightly, non-woven, and without joints.
This kind of titanium plate with loops is divided into two types, fixed-length type and adjustable type, especially the fixed-length type, whose length ranges from 15mm to 60mm. It is necessary to wind this closed loop in the middle of a titanium plate with such a small volume. Coils, and because the number of colonies cannot exceed the standard, cannot be wound by hand, but must be wound by
equipment, which is extremely difficult to process. Its structural parts are small in size, and the diameter of the holes is only 1-1.5mm. It needs to form twisted yarns under such conditions, so this product has always been processed manually by hand, and its efficiency is low and consistent. Sex is hard to guarantee.

Because of the small size of the structure, the diameter of the hole is only 1-1.5mm, and it needs to form twisted yarn under this condition, so this product has been processed manually, and its efficiency is low. Consistency is difficult to guarantee.
REPOSAL® Winding Machine successfully developed this equipment according to the customer's request, completed the simultaneous formation of a closed loop (including fiber bundles with a loose structure) and passed it to the porous structural parts, and maintained the twisted structure, which greatly improved the closed loop. The winding efficiency, in addition to obtaining the incomparable consistency of pure hand-made, makes the product have the conditions for large-scale production.

Enameled wire production process
Enameled wire technological process: pay-off→anneal→paint→baking→cooling→take-up
1. Pay-off On a normally operating enameled machine, most of the operator's energy and physical strength are consumed in the pay-off part. The replacement of the pay-off reel makes the operator pay a lot of labor, and the joints are prone to quality problems when changing the line. An operating failure has occurred. An effective method is to pay off with large capacity.
The key to pay off is to control the tension. When the tension is large, it will not only draw the conductor thin, make the surface of the wire lose its brightness, but also affect many properties of the enameled wire. From the appearance point of view, the enameled wire that is drawn thinner has poor gloss; from the performance point of view, the elongation, resilience, flexibility, and thermal shock of the enameled wire are all affected. If the pay-off tension is too small, the line will easily jump and cause the line to be merged and the line to touch the furnace mouth. When paying off, the most fear is that the half-turn tension is high and the half-turn tension is small. This will not only cause the wires to loosen, break, and be thinned section by section, but also cause large jumps of the wires in the oven, resulting in failures of merging and touching the wires. Pay-off tension should be even and appropriate.
Installing a booster wheel in front of the annealing furnace is very helpful for tension control. The maximum non-extension tension of soft copper wire at room temperature is about 15kg/mm2, the maximum non-extension tension at 400℃ is about 7kg/mm2; the maximum non-extension tension at 460℃ is 4kg/mm2; the maximum non-extension tension at 500℃ The extension tension is 2kg/mm2. In the normal enameled wire coating process, the tension of the enameled wire is significantly less than the non-extension tension, which is required to be controlled at about 50%, and the pay-off tension should be controlled at about 20% of the non-extension tension.

Video instructions for use of toroidal transformer winding machine
Suzhou REPOSAL Electronic Mechanical Equipment Co., Ltd. specializes in providing: toroidal transformer winding machine, current transformer winding machine, voltage transformer winding machine, ring voltage regulator winding machine, inductance coil winding machine, iron core chamfering machine , Parallel winding machine and other coil processing equipment and winding machine accessories.
The company has the advantages of R&D and production of the entire plant of electronic transformers and transformers. It is different from many assembly manufacturers in the industry. We have gathered many engineering and technical personnel in the winding machine industry. After many years of research and development and production experience, we have developed a new generation of series winding. Equipment, especially toroidal winding equipment, is widely used in manufacturing industries such as toroidal transformers, transformers, voltage regulators, inductive coils, etc., and has received many praises from the industry; Customers provide more professional and quality products and services.

Toroidal coil winding machine operation video-Machine operation
Below we introduce the structure of this toroidal coil winding machine. This part is the controller and this part is the clamping base. We control the product clamping by opening and closing the handle. This position is the storage ring. The enameled wire is stored on the storage ring first, and then wound around this product. This position is a manual winding handle. Turn this handle. The steel plate can be driven manually. The steel ring has an opening. This position is an opening. The opening is opened and closed by sliding the handle up and sliding to the left. . This position is called the crimping plate, and this position is called the baffle. After the line is removed, its degree of tightness is determined by the tension of the belt. The tension of the belt is adjusted by the tension adjustment knob. When adjusting the tension of the belt, first loosen this And then rotate the handle. When rotating the handle, there is an idler wheel. When the idler wheel goes in, the tension of the belt will increase, so that the winding of the enameled wire will become tighter.

Analysis of winding tension of loop winding machine
Analysis of winding tension of loop winding machine
Toroidal winding machine-Toroidal coil winding machine-Enameled wire is wound radially on the closed toroidal structure (for details, please refer to the toroidal winding machine tutorial): With the rapid development of the domestic power industry, the demand for current transformer coils Increasingly, the development of current transformer coil winding equipment is imminent. In order to meet the needs of the market, we have developed a current transformer toroidal coil winding machine based on imported equipment. During the design and testing process, we found that, The key to the design of toroidal winding machine is the control of winding tension.

This automatic winding machine is composed of a frame, a pay-off mechanism, a winding head, a tape head, a clamping device, and a control system.
loop winding machine, automatic winding machine,
1, the working principle of toroidal winding machine
Firstly, the wires are evenly wound on the wire storage ring, and then the wires wound on the wire storage ring are wound on the skeleton by a shuttle. The skeleton is driven by the servo motor to rotate, so that the wires are evenly arranged on the skeleton when the wire is wound to a certain amount , And then wind the tape on the frame through the wire storage ring, and then wind it.
2, analysis of winding tension
Through our continuous practice, we have discovered that during the entire winding process, using appropriate force to wind the wire tightly on the skeleton is the key to the quality of the winding. Therefore, we will focus on the factors that affect the winding tension.
1. The grinding moment of the rotating part of the thread bobbin
2. The moment of inertia caused by the acceleration of the thread bobbin part (including the wire wrapped in the bobbin).
The main part of the frictional torque is generated by the tension mechanism, which prevents the wire shuttle from moving and tightens the wire to generate winding tension.
Due to the influence of the winding ring surface and its deviation from the center position in the winding gear, even if the winding is at a constant speed, the movement speed of the thread shuttle is small and uniform, which generates the moment of inertia caused by acceleration, which affects the winding tension.
The movement speed of the thread shuttle can be regarded as composed of two speeds: one is the speed Vo equal to the speed of the pulley on the winding gear, and the other is the speed at which the thread shuttle releases the amount of wire. The former is a constant, and the latter is calculated as follows ( see picture 1)
loop winding machine winding tension analysis 1
So in order to reduce the acceleration of the thread bobbin, it is required:
1. The frame profile H should be small, and the profile should be as close as possible to the center of the winding gear, that is, the value of 1 should be small.
2. The thread hook flat diameter R should be as small as possible.
3. The winding speed ω cannot be too high (this is in conflict with improving production efficiency).
The approximate curve of the speed Vx and acceleration а of the mountain thread shuttle is obtained by the graphical method, and the description is as follows (see Figure 2 and Figure 3):
loop winding machine winding tension analysis 2
1. When the small pulley on the winding gear is at the 0° position, the speed of the thread shuttle is equal to the speed of the small pulley V0, when the speed of the thread shuttle gradually increases from 0-60°, there is a positive acceleration at this time. =600-180`) when the thread shuttle moves at a constant speed, the speed is Vm>Vo. When а=180°~263°, the speed of the thread shuttle gradually decreases. At this time, there is a negative acceleration a = 263°. The speed of the thread shuttle is equal to the pulley speed V. When а=263°~345°, the speed of the thread shuttle continues to decrease. Small, that is, it is lower than V and has a negative acceleration. When а=345°, the speed of the thread shuttle is the minimum Vo, when а=345°~360°, the speed of the thread shuttle increases gradually and there is a positive acceleration.
2. When the winding gear rotates at a constant speed, the speed of the thread shuttle will be zero if it is small, so the friction tension mechanism always acts as a brake to keep the wire tensioned.
3. If Vp is the average linear velocity of the thread bobbin; Vo is the linear velocity of the pulley on the winding gear; L is the perimeter of the wire of the potentiometer, then
4. When the winding speed ω is not large: the wire bobbin diameter R is small, and the potentiometer profile size H is also small. When the profile is as close as possible to the center of the winding gear, the acceleration change is small and large, and the inertia caused by the acceleration The torque is much smaller
Flexible Driveline Coupling special winding machine
Flexible Driveline Coupling special winding machine
The automobile drive shaft is the part connecting the gearbox and the drive axle. It is a high speed rotating body, and the drive shaft connecting disk is the part balancing the action of the drive shaft.
The structure of the connecting disk of the drive shaft is shown in the figure below:

Existing shaft connection plate is made up of rubber vulcanization six sets of steel, its structural strength mainly provided by the rubber, in order to increase the structural strength, the manufacturer will before die casting vulcanized rubber, between the six sets of steel nylon line, its technology and processing technology is very similar to synchronous belt, between the six sets of steel round the multi-layer nylon thread, die-casting vulcanized rubber, It's a good reinforcement. Such as Mercedes-Benz, Ford have adopted this process.